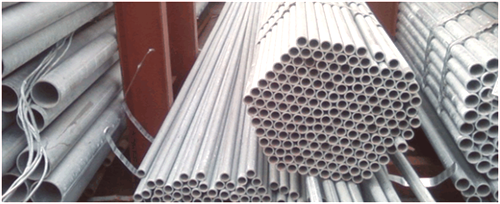
Kljub bogastvu trga za številne sorte visokotehnoloških polimernih cevi se danes kovina za vgradnjo sistemov za ogrevanje, toplo in hladno vodo uporablja zelo široko. Kovinske cevi za te namene so v glavnem iz jekla in bakra, manj pogosto iz aluminija. Vsak tip takih cevi, odvisno od materiala, ki ga izdeluje, ima nabor posameznih značilnosti, ki potrošniku zagotavljajo zadostne možnosti za manevriranje pri izbiri.

Ena od najpogostejših tipov cevi so jekleni izdelki s cinkovimi premazi - material z mnogimi pozitivnimi lastnostmi, vendar specifičnimi za uporabo. Razmislite, kaj je material in kako uporabljati pocinkane cevi za ogrevanje.
Proizvodne metode in vrste pocinkanih cevi
Glavni sovražnik jeklenih cevi je korozija. Eden od načinov za zaščito je nanos zaščitne plasti cinka na površino jeklene cevi, po kateri se material pripiše ločeni podskupini - pocinkani cevi za vodovodne in ogrevalne sisteme.
Metoda je zmerno draga, zato je cena jeklenih cevi po pocinkanju še vedno dostopna - s približnim cenovnim razmerjem, glej spodnjo tabelo:
| Velikost cevi GVP
(plinovodi) |
Cena (rub. /M) | |
| železo jeklo | \ tpocinkane | |
| 15х2,8 ст1-3сп /пс | 33 | 50 |
| 20x2,8 st1-3p /ps | 42 | 66 |
| 25x2,8 st1-3p /ps | 59 | 95 |
| 32x2.8 st1-3p /ps | 81 | 127 |
| 40х2,8 ст1-3сп /пс | 90 | 155 |
| 50x2, 8 st1-3p /ps | 117 | 194 |
Premaz cinka se lahko nanaša na jekleno cev iz katere koli tehnologije - ravna, s spiralnim šivom, brezšivna, zato so pocinkane cevi glede na prisotnost šiva razvrščene na enak način kot navadne.
Za pocinkane izdelke ni samostojnega standarda. Jeklene cevi z cinkovo zaščito so izdelane v skladu z normativnimi dokumenti za varjene izdelke z neposrednim šivom (GOST 10704) in materialom za plinovode (GOST 3262-75).
Metode za lakiranje cinka
Cinkanje, odvisno od pogojev delovanja cevi, se lahko opravi tako na njegovi zunanji površini kot na notranji strani.
Obstajajo 4 metode pocinkanja cevi, od katerih se vsaka uporablja glede na velikost izdelkov in zahteve, ki se nanašajo na debelino in trdnost cinkovega premaza:
- vroče - pripravljen del potopimo v staljeni cink, ki zagotavlja visoko kakovost in trajnost prevleke, vendar je poraba energije v procesu visoka;
- hladni izdelki so barvani v enem od barvnih metod s snovmi, ki vsebujejo cink, ki ne zagotavlja visoke trdnosti cinkove plasti (ki se uporablja za zaščito pred korozijo že nameščenih konstrukcij);
- elektro-galvansko - prevleka se izvaja z elektrolizo, to je obarjanje na delu (anodi) cinka, raztopljenega v elektrolitu (katoda), s prehodom električnega toka.tok;

- plinsko-toplotna - naprava zaščitnega premaza s plinsko plamenskim brizganjem na površino dela cinkovega prahu, pomanjkanje poroznosti in nizke trdnosti plasti;
- Termodifuzija - deli so prekriti s plastjo cinka, ki se po segrevanju do 2500 stopinj. v parnem stanju, se uporablja za obdelavo majhnih delov v velikih količinah - vijaki, vijaki, matice, podložke, ki zahtevajo visoko oprijemljivost cinka s kovino.

Parametri pocinkanih jeklenih cevi
Glavni tehnični parametri jeklenih cevi s cinkovim premazom so:
- zunanji premer (10,2 - 165 mm);
- Teža 1 m cevi (0,4 - 22 kg);
- pogojni prehod (6 - 150 mm);
- debelina stene (1,8 - 5,5 m);
- dolžina (4-12 m).
Kot pri običajnih ceveh so lahko stene iz pocinkanih izdelkov lahke, ojačane ali standardne, natančnost izvedbe je dodeljena navadnim ali povišanim.
Pomembno! Zaščitni cinkovi premazi se nanesejo na celotno površino izdelka in imajo debelino 30 mikronov. Luščenje zaščitnega sloja, luščenje in razlitje nanj ni dovoljeno ("Cevi iz jeklenih vodovodov", Specifikacije, GOST 3262-75, rev 4,6).
Prednosti in slabosti
Večina lastnosti pozitivnih in negativnih pocinkanih cevi HGP sovpada s parametri izdelkov iz črnega jekla, obstajajo pa tudi individualne lastnosti.
prednosti
- Trajnost (zlasti na vrzeli).
- Požarna odpornost.
- Nizki koeficient temperaturnih podaljškov.
- Absolutnatesnost
- Odpornost proti udarnim obremenitvam.
- Trajnost.
- Možnost uporabe kot izmenjevalnik toplote.
- Sposobnost montaže, vključno s trenutnim popravilom, z lastnimi rokami.
- Dva načina sestavljanja (varjenje, navojni priključek).
- Enostavna odstranitev.
V korist jeklenih cevi HVP je dejstvo, da je zunanji plinovod od glavnega voda do odjemalcev dovoljen samo iz jeklenih materialov.
pomanjkljivosti
- Pomemben delež.
- Električna prevodnost.
- Visoka toplotna prevodnost (potreba po izolaciji cevi v ogrevalnih in sanitarnih sistemih).
- Nagnjenost k koroziji pri poškodbi cinka.
Načini vgradnje in montaže
Pocinkane cevi, ki tvorijo ogrevalni sistem ali sistem sanitarne vode, so vgrajene na tri načine:
- varjenje;
- prirobnični priključek;
- navojni priključek;
- spajkanje.
Vsaka od teh metod ima svoje prednosti in slabosti. Razmislite o teh načinih namestitve in niansah, povezanih z njimi.
Varjenje pocinkanih cevi
Cevi za vodni plin s cinkovim premazom se lahko uporabljajo za električno ali plinsko varjenje - obe vrsti vgradnje sta primerni za kratek čas. Vendar pa obstaja en negativen dejavnik, katerega delovanje je treba čim bolj zmanjšati, saj ga popolnoma odpravi ne bo uspelo.
Dejstvo je, da temperatura varilnega šiva doseže 1200 stopinj, cink pa zavre pri 906 stopinjah in da se pri segrevanju v postopku varjenja začne izhlapeti. S tem se zgodi naslednje:
- škodljivi učinki cinkovega pare na varilca, do začetka dihanja, ker so strupeni;
- izhlapi cink, ki izpostavlja jeklo in ga naredi občutljivega na korozijo;
- pari cinka prispevajo k nastanku por v varilnem spoju in razpokih, ki zmanjšujejo trdnost spojine.
Za čim večjo lokalizacijo teh postopkov pred začetkom varjenja, ne da bi upoštevali obvezno napravo za učinkovito prezračevanje prostora, je treba izvesti naslednje korake.
- za pripravo robov spoja, to je, da na njih naredimo zunanji posnetek in odstranimo cinkovo prevleko na 25-30 mm na obeh straneh povezave;

- izvedba varjenja spoja z naknadnim čiščenjem varjenega šiva iz žlindre in premazovanje izpostavljenih delov cevi, ki vsebujejo cink (vsebnost cinkovega prahu - 94%, lepljenje - 6%) - hladno pocinkanje.
Da bi preprečili vrenje cinkovega sloja, je možno, da se spoj združi s klorovodikovo kislino 5 cm v obeh smereh, toda v tem primeru se pri varjenju oblikujejo kisle pare.
Pomembno! V skladu s točko 4.6 SP (Gradbena pravila) iz 73.13330.2012, naprava varjenih spojev na cevovodih iz pocinkanega jekla ni dovoljena, ker se cink pred varjenjem ne odstrani z notranje površine cevi, cinkove pare, katerih nastajanje v tem primeru ni mogoče preprečiti, povzročijo nastanek. v šivu por in lupin. Toda ta dokument je prostovoljna vloga in če se projekt ne nanaša na obvezno uporabo tega izdelka, je dovoljeno vgradnjo pocinkanih cevi z varjenjem.
Da bi čim bolj zmanjšali učinke cinka na kakovost varjenja, je treba namestitev izvesti ob upoštevanju naslednjih priporočil:
- izvedba varjenja pri nizki hitrosti, vendar izogibanje beleženju cevi in s povečano vrednostjo jakosti toka;
- za uporabo elektrod z rutilnim premazom (sestava elektrode vsebuje titanov oksid).
Električno varjenje pocinkanih cevi zahteva določeno znanje od varilca. Poleg zunanje prevleke elektrode, kakovost šiva vpliva na debelino njegove palice, kar bo povzročilo moč obloka - prekomerna debela elektroda bo odpadla zid, tanka pa ne zagotavlja potrebne moči zvara. Za varjenje pocinkanih cevi z debelino stene 1,5 - 5 mm se uporabljajo elektrode s premerom 2-3 mm.
Prirobnični spoj pocinkanih cevi
Ta metoda temelji na povezavi med vijaki drobcev cevi, na koncih katerih so varjene prirobnice - jekleni obroči z notranjim premerom, ki je enak zunanjemu premeru cevi, in odprtine vzdolž oboda za pritrdilne vijake. Dve prirobnici različnih delcev naneseta drug na drugega z vmesnim tesnilnim tesnilom in sta zategnjeni z maticami ali vijaki.

Pri tej metodi vgradnje je enak negativni faktor kot pri varjenem spoju - pri varjenju prirobnic na cevi pride do vrenja cinka in uničenja zaščitnega sloja v območju varilnega šiva. Zato je treba sprejeti tudi ukrepe za lokalizacijo vpliva temperaturecinkova plast in po koncu varjenja očistite šiv in nanesite protikorozijsko cinkovo prevleko (hladno cinkovo prevleko).
Prirobnični priključek ni kompakten, zato se v večini primerov uporablja pri polaganju cevovodov v pomožnih prostorih ali zunaj. Na priključni strani prirobnice je obročasto območje, imenovano zrcalo. Med dvema ogledaloma sta prirobnici spojeni, preden se potegnejo, nameščena paronitna tesnila z odprtino, katere premer mora sovpadati z notranjim premerom cevi. Zunanji premer tesnila je enak razdalji med nasprotnimi pritrdilnimi vijaki.
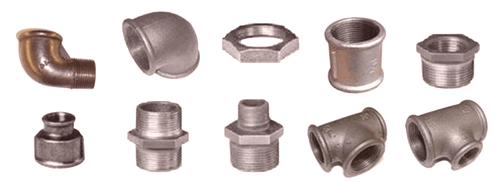
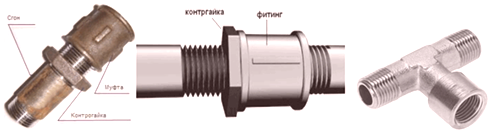
Navojni priključek
Ta način vgradnje odpravlja potrebo po uporabi načinov toplotne povezave in se izvaja s pomočjo različnih tipov okovij, ki so namenjeni povezovanju posameznih delov cevovoda po rezanju rezbarije na njih.
Sklop na rezbarstvu ima svoje pomanjkljivosti:
- postopek rezanja rezbarstva je delovno intenziven in zahteva čas;
- rezalno orodje (die) z rezanjem navojev odstrani plast jekla določene debeline skupaj z zaščitnim cinkovim premazom.
- Tesnjenje navojnega priključka je zagotovljeno z navijanjem navojnega traku FUM, tesnilne paste ali odstranjevalca barve, ki sčasoma izgubijo svoje lastnosti in jih je treba zamenjati.
Spajkalne pocinkane cevi
Namestitev ogrevalnega ali sanitarnega sistema iz pocinkanih cevi brez poškodbcinkova plast, uporablja se spajka, ki se izvaja v naslednjem zaporedju:
- se konci cevi povezujejo in, če je debelina stene večja od 3 mm, izvedite posnetek na zunanjih robovih;
- , se fuge razmastijo s segrevanjem, po katerem se tok, ki se ogreje do plastičnosti (sestava HLS-B), nanese z debelo plastjo na površino, ki je vezana na načrtovani spoj;
- konci so z režo 2-3 m;
- plamen je izpostavljen presežku kisika.
Velikost gorilnika je izbrana glede na premer in debelino stene pocinkane cevi:
Pri visokokakovostnem spajkanju pocinkanih cevi je treba upoštevati pravila: velikost gorilnika mora biti manjša od ene enote pri varjenju cevi enake velikosti brez cinkovega premaza. Pri postopku spajkanja mora biti plamen koncentriran na povezanih robovih in vrzel v fugi, ki izključuje segrevanje in izhlapevanje cinka iz pretočne plasti.

Zmesi visokokakovostnega spajkanja pocinkanih cevi ne zahtevajo dodatne antikorozijske zaščite, vendar uporaba barve na osnovi cinka kot zavarovanja ne bo končana.
Posebnost uporabe pocinkanih cevi v sistemih ogrevanja in tople vode
Cevi z cinkovim premazom v ogrevalnih sistemih in vodovodnih ceveh se uporabljajo ob upoštevanju delovnih pogojev.
Če temperatura hladilne tekočine ne presega 65 stopinj, potem cinkova prevleka uspešno opravlja svoje funkcije. V severnih regijah, kjer je ta parameter precej višji, je notranji cinkov sloj pod vplivomvisoka temperatura reagira z vodo:
Zn + H2O = ZnO + H2.
Obe snovi, pridobljeni kot rezultat te interakcije, sta negativna dejavnika:
- ZnO - to so kosmiči, ki padejo v obleganje in zlepi lumen cevovodov majhnega premera;
- H2 je vodik, ki je v mešanici z zrakom v določenem razmerju eksploziven ali pa vsaj tvorijo prometne zastoje v sistemu.
Zato je v sistemih HVP in ogrevanju s temperaturo hladilnega sredstva nad 60 stopinj dovoljeno uporabljati cevi samo z zunanjim zaščitnim cinkovim premazom, ki ščiti cevovod pred korozijo v prostem teku. Vendar, ko voda vstopi na površino vroče cevi, se cinkasta lupina začne odbijati od substrata, zato da bi se temu izognili, je treba cevovode barvati preko cinka, kar bo vodilo k še večjemu dvigu cene sistema.
Sklep: uporaba v HVP sistemih in ogrevanje s temperaturo hladilne tekočine nad 60 stopinj cevi, galvanizirano navzven, je nerazumno draga in pocinkana od znotraj - je škodljiva in nevarna.
sklep
Cevi za vodni plin iz jeklene pocinkane cevi so danes povpraševanje po materialu, vendar jih je treba uporabiti in namestiti z značilnostmi zaščitnega premaza, tako da se dostojanstvo cinka uporablja racionalno in ne postane dejavnik, samo povečuje stroške dela.

