Zanesljivost povezave polipropilenskih cevi z varjeno metodo velja za najvišjo. Nobena povezava plastičnih cevi nima tako visoke stopnje. Pri delu s polipropilenom tehnologija povezovanja nima nobene razlike. Izjema so le ojačani izdelki. Njihova namestitev ima nekatere posebne značilnosti.
Zanesljivost povezave polipropilenskih cevi z varjeno metodo velja za najvišjo. Nobena povezava plastičnih cevi nima tako visoke stopnje. Pri delu s polipropilenom tehnologija povezovanja nima nobene razlike. Izjema so le ojačani izdelki. Njihova namestitev ima nekatere posebne značilnosti.
Ta tehnika je zelo preprosta. Varjenje se lahko izvaja v življenjskih pogojih, pri čemer se upoštevajo zahteve tehnološkega procesa in imajo ves arzenal potrebnih orodij.
Povezava polipropilenskih cevi je lahko več vrst:
- difuzija spajkanja;
- električna oprema za konice;
- Hladno varjenje.
Pogovorimo se o vsaki vrsti povezave podrobneje. Poglejmo njihove pomanjkljivosti in pozitivne trenutke. In bomo izvedeli, kako pravilno polipropilenovye cevi.
Varilni stroji
Pred začetkom dela je potrebno pripraviti potrebno montažno orodje. Za ustvarjanje zanesljivih spojev cevi, kot tudi vseh dodatnih delov, je potrebno imeti posebno spajkalno železo.
Majhna opomba.Včasih se povezave delov iz polipropilena imenujejo varjenje. Toda ta proces ima veliko sort, tako da pravilno navigirate, morate vedeti, da so polipropilenske cevi povezane le na en pravilen način - spajkanje. Njegovo ime se včasih imenuje varjenje. Za vgradnjo takega sistema navojni priključki se ne uporabljajo, kovinsko-plastični se ne uporablja.
 FotografijaAparati za varjenje cevi v cevi
FotografijaAparati za varjenje cevi v cevi
Spajkanje polipropilenskih cevi z lastnimi rokami zahteva nakup varilnih strojev. V trgovini ali na gradbenem trgu obstaja več vrst:
- Grelec ima krožni prerez;
- Grelni element je popolnoma ravna.
Ploska naprava za spajkanje je postala priljubljena pri ljudeh kot "železo". To je posledica njegovega videza. Je zelo podoben takemu gospodinjskemu aparatu. V teh varilnih enotah praktično ni večjih razlik. Lahko se razlikujejo le po svoji zasnovi.
Pri prvem modelu se teflonske šobe nosijo na grelniku in se pritrdijo z deli, ki so zelo podobni objemkam. V drugi napravi so enake šobe pritrjene na grelec z dveh nasprotnih strani. Drugi elementi oblikovanja se ne razlikujejo. Funkcionalna dolžnost naprave, da izvede visoko kakovostno in zanesljivo spajkanje polipropilenskih izdelkov.
Komplet spajkalnih naprav nujno vključuje šobe. Najbolj poceni, z minimalnim setom, je kitajski spajkalnik. Njena moč ne presega 800 W. Komplet vključuje stojalo in šobe, ki omogočajo spajkanje cevi PPR v območju 20-32 mm.
Če je vaš ogrevalni sistem za gospodinjstvo izdelan iz cevi tega premera, bo ta komplet dovolj. Ampak, če vaši načrti vključujejo strokovno delo, povezano s spajkanjem, boste potrebovali resnejšo opremo.
Za cevi 40-63 mm je potreben drug komplet za spajkanje. Moral bo kupitiločeno. Najdražji in visoko zanesljivi kompleti so izdelani v največjih evropskih državah. Nabor takšnih sklopov vključuje naslednje podrobnosti:
- spajkalnik;
- stojalo;
- Teflonske šobe različnih premerov;
- Škarje, ki omogočajo rezanje cevi, zdržijo 90 stopinj;
- heksaedra;
- križni izvijač;
- ruleta;
- Rokavice.
Bodite pozorni! Ker je za spajkanje polipropilenskih cevi potrebno delo z vročo opremo, je potrebno delovanje izvajati le v rokavicah. Novorojenčki, ki nimajo veliko izkušenj, pogosto dobijo opekline, se dotikajo grelnega elementa.
Konstrukcija spajkalnika je narejena tako, da je mogoče takoj namestiti več šob za spajkanje cevi majhnega premera. Zaradi tega prihrani čas, zlasti pri delu s premerom 20-40 mm.
Moč spajkalnega stroja
Za enakomerno in hitro segrevanje cevi velikega dela (63 mm) je potrebna velika moč sistema.Če uporabite spajkalnik za gospodinjstvo, bo dovolj moči 0,7-1 kW.
Če zmogljivost železa presega 1 kW, postane poklicna kategorija. Njegova vrednost je veliko dražja od običajnega spajkalnika.
Spajkalnik za polipropilenske cevi z lastnimi rokami
Nakup take naprave ni koristen, če ste seznanjeni le s podobnim primerom. Lahko je izdelan iz železa in sorodnih materialov. Postali boste lastnik uporabnega orodja, poleg tega pa je pomembenprihranite denar.
Poleg tega bo ta spajkalnik nujno potreben v prihodnosti. Od cevi lahko naredite veliko koristnih stvari. To vam bo pomagalo s samodejnim spajkalnikom.
prva metoda
Za izdelavo samodejnega spajkalnika morate kuhati:
- Kaj je šlo narobe na staro železo, ki ohranja grelni element;
- Otroški oblikovalec kovin;
- Gumijasti ročaj;
- preklopno stikalo;
- azbestni kabel;
- dural;
- Izolacijski trak.

proizvodna tehnologija
- Bolgarci odrezujejo vse nepotrebne dele iz dna železa;


- Iz aluminijaste obloge;
- Škatla je nameščena od oblikovalca. Ima žarnico in gumijasto ročico.
- Na žico priključite preklopno stikalo in regulator solenoida;

- Vsi deli so združeni;
- Žice so spajane.
- Na ohišje, ki je predhodno položil azbestno tesnilo, se grelni element privije z vijaki.

Tako, ko ste z improviziranim materialom porabili ne preveč časa, ste postali lastnik samodejnega spajkalnika za varjenje cevi PPP.
Obrtnik: http://www.umeltsi.ru/prisposoblenia/4779-payalnik-dlya-polipropilenovyh-trub-svoimi-rukami.html
drugi način
Za proizvodnjo bomo potrebovali par šob, ki stanejo 215 rubljev, pa tudi vžgano "požgano" železo. Za izgradnjo take naprave potrebujete približno dve uri.
Prvič, likalnik je nameščen navpično.
Namestitev s cevjosegrevanje šob. Za izvajanje operacij na steni je treba likalnik rahlo nadgraditi. Morate obrezati "želo" podplata in ga rahlo zaviti.
Uporaba termopasta ne bo odvečna.

Tako je bil izdelan stroj narejen po več cevovodih. Kakovost varjenja se je izkazala za zelo zanesljivo.
Ko delate brez pomočnika, po segrevanju likalnika, ki ga drži za ročajem, se prva cev odstrani. Takoj odstranite vijak ni potrebno. Njegova debelina je veliko večja. V eni sekundi se ne bo stopila. Ostaja, da držite roko s cevjo z železom in odstranite okov.
Za združitev proizvodov je treba narediti majhen napor, dokler ne pride do nastanka enakega plovca po obodu armature.
V tem položaju morate povezavo držati približno 15-20 sekund, dokler se polimerizacija ne začne. Varjenje na steni je veliko lažje. Ena roka drži likalnik, drugi drži cev.
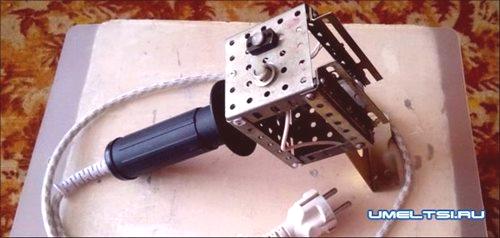
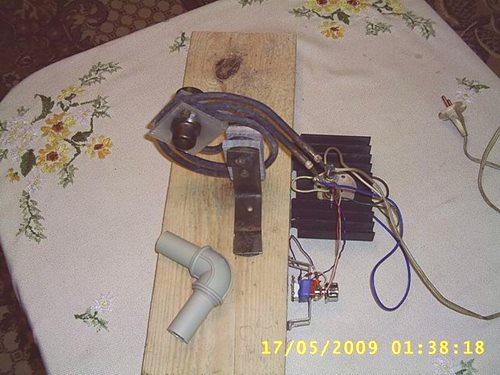
tretja metoda
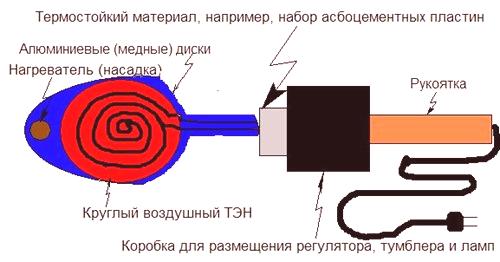
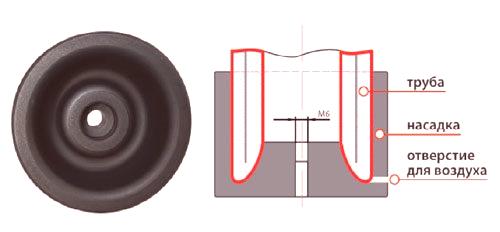
Izdelujemo "železo", opremljeno s temperaturnim regulatorjem. Ta termostat bo poseben regulator moči, sestavljen na tiristorju. Za spajkanje je bila napetost enaka 170 voltov. Za delo so bile uporabljene aluminijske plošče. Lahko jih zamenjamo z bakrom. Na sliki je plošča debeline 0,8 mm. Načeloma lahko uporabite debelejše plošče.
Potrebne so, da se grelnik med namestitvijo cevi ne ohladi. Za delo je bil vzet TEN (1kW) iz zastarele plošče "Dream".Ker se radiator skoraj ne ogreva, ga lahko zmanjšamo. Namestitev tiristorskih in diodnih ploščic ni potrebna. Oblika "likalnikov" je lahko vse vrste. Vse je odvisno od vaše domišljije.


Spodaj je prikazanovezje regulatorja moči
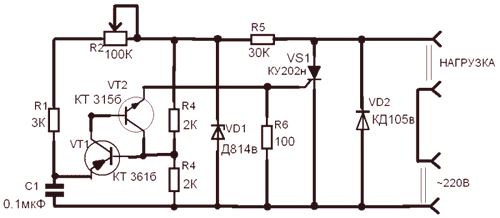
Na vsaki strani spirale se lahko namestijo aluminijaste blazinice v obliki okroglih palačin. Ročico pritrdite na ohišje z regulatorjem in fiksnim držalom. Z drugimi besedami, lahko naredite tuning.
Načelo vseh naprav je vedno enako, za spajkanje PP cevi se morate držati določene temperature.
Kako izbrati šobo
Pri dvigovanju grelnih blazinic je treba upoštevati premer priključenih cevi.
Poleg tega je zelo pomembno opozoriti na več pomembnih kazalnikov:
- moč;
- Kako dobro se ohrani oblika, po spremembi temperature;
- Toplotna prevodnost.
Skoraj vsi varilci lahko uporabljajo različne šobe. To je zelo priročno, ko morate namestiti zapleteno hrbtenico.
Vsaka šoba ima dva konca. Na eni je zunanja površina dela ogrevana, na drugi pa notranji del.Vse šobe imajo teflonske spreje. Ščiti površino pred lepljenjem staljenega materiala. Dimenzije šob so v razponu 2-6 cm, ki ustrezajo skupnim premerom cevi.
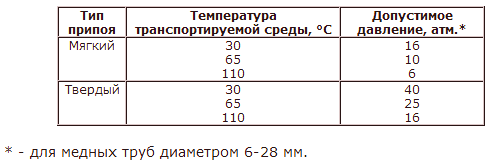
Normalna temperatura spajkanja
Za normalno varjenje konstrukcij,temperatura spajkanja polipropilenskih cevi mora biti manjša od 260 stopinj.Če presežete ta prag, na primer za 10 stopinj, se izgubi stabilnost plastične podlage. Tako se cev ne more povezati s priključkom. Poleg tega se bo ogreti priključek prilepil na vse dele okolice. Nižja temperatura pa tudi ni primerna za spajkanje. Vedno se je treba zavedati, da bi morala viskoznost konstrukcije polipropilena in njegova plastičnost imeti določen pomen. V nasprotnem primeru se postopki difuzije ne bodo začeli. Povezava bo izgubila svojo zanesljivost. Življenje takih cevovodov bo minimalno. Za garancije v 50 letih bo treba pozabiti. Pri kakšni temperaturi spajka, je bolje pogledati v tabelo.
Čas spajanja cevi
Če s časom pravilno upoštevate tehnološke zahteve, lahko dobite zelo tesno povezavo. Polipropilen se po pregrevanju ne pregreje. Čas ogrevanja je odvisen od določenih parametrov. Glavni so:
- presek cevi;
- širina zvara;
- Temperatura okolice.
V nadaljevanju je posebna tabela, v kateri je prikazan priporočeni čas za spajkanje polipropilenskih cevi, ki omogoča normalno ogrevanje. Upoštevane so vse zgoraj navedene vrednosti.
Pogledali smo osnovne stvari in kako uporabiti spajkalnik za polipropilenske cevi, kako ga prilagoditi in začeti z njim. Zdaj pa razmislite o razlikih v spajkanju.
Časovni razpored za ogrevanje cevi PP

Varjenje polipropilenskih cevi varilcev
Glavna metoda vgradnje plastike, kadar je potrebno povezati majhne cevi različnih križišč, se šteje za uporabo cevi. Kadar je potrebno kuhati PE cevi, obvezno uporabite dodatne podrobnosti:
- kotov;
- tees;
- Pipe.
Vsi ti deli so izdelani iz istega materiala, iz katerega so bile izdelane cevi. Uporaba dodatnih podrobnosti za ustvarjanje dobre povezave, ki se ne šteje za negativno stran te metode. Ti podatki poleg povezovalnih funkcij pomagajo spremeniti smer cevovoda.
Shema tega postopka je sestavljena iz več operacij:
- talilna površina priključka: zunanja površina cevi z notranjo površino okovja;
- Uporabljajo se posebni ogrevalni deli;
- Hladilni deli v sestavljeni obliki.
Med strokovnjaki je povezava z zvonom veliko bolj zanesljiva kot pri varjenju s sponko. Zaradi dejstva, da ko je priključen, cev z močjo, pridobljeno vgradnjo, ustvarja visoko trdnost. Za centriranje ni potrebno uporabiti posebnega orodja. Takšna povezava lahko celo začetnika. Moram reči, da lahko spajkanje PP tudi ženska.
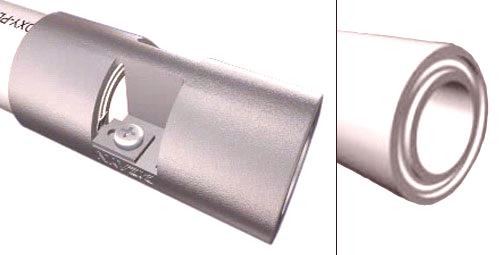
Aparati za varjenje žic
Takšne naprave, namenjene varjenju PPD cevi žic, se imenujejo spajkalnik ali "železo". Glavni element te naprave je bila grelna glava. Vse spremenljivke so mu priložene:
- sklopke;
- Dornies.
Na prostempovršina cevi je ogrevana sklopke, in notranjo površino opreme, različne strgače. Oblika grelnika, v večini spajkalnika, je trikotna plošča. Na trgu se lahko srečate med napravo in zmogljivostjo. Glede na velikost plošče se izbere velikost šob. Z drugimi besedami, izbran je presek cevi, ki bo prosto spajkan. Poleg tega se izbere potrebno število ogrevalnih parov za istočasno namestitev. Za delo z veliko ploščo potrebujete zmogljivo enoto.
Če se pri delu uporabljajo dodatni sestavni deli (sklopke, mozniki), morajo biti pritrjeni tako, da je njihova podporna površina v tesnem stiku s ploščo.
Če je stik dober, bo dosežena zahtevana temperatura (260 stopinj). Moč spajkalnika (v določenih mejah) ni pomembna. Z malo moči se bo spajkalnik preprosto ogreval dlje.
Tudi danes se prodajajo spajkalniki, opremljeni z grelno glavo v obliki palice. Glavno prednost takih naprav lahko imenujemo njihov kompaktni pogled. Tehnična oblika ne vpliva na obliko glave.
Za dobro delovanje "likalnikov" je zelo pomembna natančnost delovanja temperaturnega senzorja. Ohranja temperaturo delovanja. Če njegova nihanja postanejo minimalna, lahko govorimo o zelo dobrem spajkalniku.
Danes so najbolj napredni elektronski termostati. Ti termistorji imajo zmožnost prikaza natančne vrednosti temperature, tudi na delovni površini sklopke.
Dovoljena je uporaba takih delovza zmanjšanje temperaturne vztrajnosti "likalnikov". Posledično bo dejanska temperatura grelne glave prikazana na lestvici naprave.
Bimetalni releji delujejo bolj grobo kot tudi kapilarni termostati. Njihova pričanja so netočna. V primerjavi s podatki termistorjev bodo razlike precej velike. Ne glede na termostat, ko naprava doseže način delovanja (če je ocenjena z indikatorjem), počakajte nekaj minut. V tem času bo temperatura šobe enaka temperaturi, ki jo prikazuje instrument. Nato lahko začnete postopek varjenja. Proizvajalci proizvajajo tudi spajkalnik z dvema grelnima elementoma. In njihova moč je zelo različna. Vsak grelec ima ločeno stikalo.
Vsak tak element lahko samostojno doseže želeni temperaturni način. Mojster sam izbere potrebno moč.
Drugi element postane rezervni v primeru okvare prvega dela.
Naprava omogoča hkratno vklop obeh grelnikov, da se hitro doseže način delovanja.
Oprema se lahko dopolni tudi z dodatnimi orodji:
- Pritrdilni elementi;
- kalibrator;
- končne kape;
- Škarje za rezanje cevi.

V nekaterih kompletih lahko najdete celo posebno čistilno tekočino. Na žalost vsi navedeni deli niso vključeni v osnovno opremo. Kupovati morajo ločeno. Zelo pomembno je, da ima varilni stroj vso potrebno opremoorodja Za opravljanje dela s premerom cevi in materiala je potrebno imeti čim več celotne opreme.
Tehnološki proces varjenja varilcev
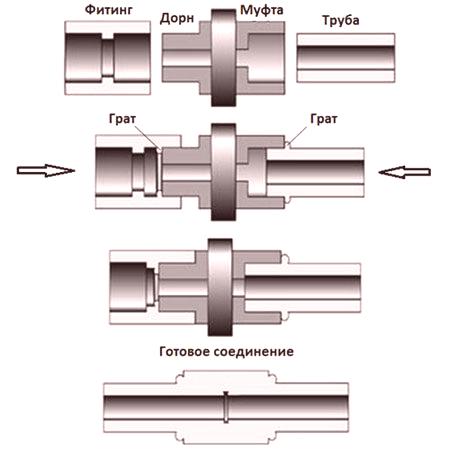
Razmislimo podrobneje, kako spajkanje polipropilenskih cevi poteka z rokami. V cevi je njegov zunanji premer vedno nekoliko večji od nazivnega premera. Nasprotno pa je v nastavku notranji premer nekoliko manjši od nominalnega preseka cevovoda.
Vzemite na primer 20-milimetrsko cev. Dejanska prostornina njegovega zunanjega premera bo v 20,3-20,5 milimetrov. Pri priključku, ki je namenjen za delo s 20-milimetrsko cevjo, bo notranji premer nihal med 19,5 in 19,7 milimetrov.
Poleg tega bo sredinski del površine sklopke natančno ustrezal nazivnemu prerezu. Za konično površino je 5 stopinj.
Jasno je, da če ne boste ogreli opreme, ne bo mogoče povezati naprave s sklopko.
Ko je cev priključena na vročo spojko, pride do taljenja zunanje plasti. Na vrh je vse iztisnjeno, izstopa nekakšen valj. Obstaja ogrevanje notranjih plasti, se začnejo stiskati, cev dobi priložnost, da pride v vročo spojko. Podoben učinek dobimo, ko je priključek povezan z vročim mirovanjem. Ko je cev priključena na priključek, se pojavi njegova elastična kompresija, pritrditev se začne raztezati. Obstaja pritisk ogrevanih površin. Začnejo izpuščati zrak, pride do enakomernega mešanja staljenega materiala.
Splošnotehnološki postopek varjenja PPD cevi vrastrub, ima več zaporednih operacij:
- rezalna cev;
- Pripravljalna dela;
- Vgradnja varilnega aparata;
- Doseganje delovnega režima;
- Ogrevanje delov;
- Skupinsko delo;
- Hlajenje avtoceste.
Ročno lahko povežete cev z ogrevanim orodjem, če so varjeni majhni deli, ki so v območju 40-50 milimetrov. Za varjenje cevi s premerom več kot 50 mm je potrebno uporabiti poseben centralizator za izvedbo cevnega varjenja.
Ker spajkanje polipropilenskih cevi ni zelo težko - lahko delate sami.
Kako rezati cevi.Za rezanje izdelkov uporabite posebne škarje, ki ne smejo brisati sten cevi.
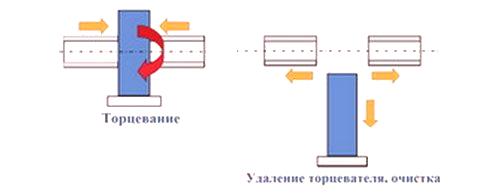
Pripravljalna dela.Pred nanosom polipropilena se deli delov temeljito očistijo in nato razmastijo. Ojačane cevi so predmet posebnega usposabljanja. To morajo upoštevati delavci, ki izvajajo namestitev takšnih izdelkov.
Sestavljene cevi PPR, ki so ojačane z aluminijem, se razlikujejo pri raztezanju pri nizki temperaturi. Zato pri namestitvi ogrevalnega sistema ni treba namestiti dodatnih temperaturnih kompenzatorjev. Samo pri takšnih izdelkih, ojačanih z aluminijem, je možna difuzija kisika. Ko zrak vstopi v sistem, je aktivna nasičenost vode s kisikom. Posledično se začne tudi proces kavitacije ventilovtudi druge podrobnosti o cevovodih.
V odsotnosti ojačitvene plasti ne morete opraviti dodatnega posebnega usposabljanja.
Tehnološka kartica za varjenje polietilenskih cevi v zvonec
Kako ojačati polipropilenske cevi
Kako očistiti polipropilenske cevi, vendar z njihovimi ojačitvami obstajajo njihove nianse. Pri spajanju je strogo prepovedano kontaktiranje aluminija s tekočino. Ta zlitina se začne zrušiti, nakup novih cevi pa ni dobičkonosen. Videz majhnih notranjih izkrivljanj v območjih priklopa je težko opaziti običajen pogled. Vendar je ravno v teh krajih najšibkejše mesto v celotnem sistemu, voda pa lahko pade na kovinsko površino.
Za preprečitev vstopa vode, temeljito očistite ojačano plast. Ta postopek je treba izvesti, če je površina cevi ovita v folijo.
Za odstranitev folije s posebno napravo, tako imenovanim brivnikom. Kupiti mora ločeno.
V pripomočku se vstavi konec, podobno kot izostri svinčnik in začne vrteti.
Ko delate sami, ne pozabite očistiti aluminijeve plasti. Spremljajte delavce, da bodo zagotovo očistili to plast. Varjenje bo še vedno potekalo brez čiščenja, vendar bo zanesljivost take povezave minimalna.
Iz takšnega "človeškega faktorja" se lahko znebite z nameščanjem cevi, ojačanih s steklenimi vlakni.
 Če se plast aluminija ne nahaja v središču stene, se površina povleče s posebnim orodjem. Pomagal bo odstranitialuminijasti robovi, ki prekrivajo konec cevi. Brez izvedbe takšne operacije lahko voda pride v središče stene in se premika vzdolž mikropukotin ojačitvene plasti. Rezultat je hudo napihnjenost.
Če se plast aluminija ne nahaja v središču stene, se površina povleče s posebnim orodjem. Pomagal bo odstranitialuminijasti robovi, ki prekrivajo konec cevi. Brez izvedbe takšne operacije lahko voda pride v središče stene in se premika vzdolž mikropukotin ojačitvene plasti. Rezultat je hudo napihnjenost.
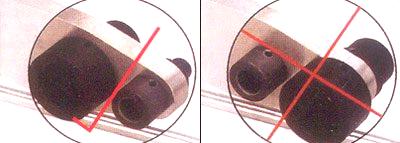
Na fotografiji lahko vidite sklepe sklepov. Fotografija brez pomišljaja prikazuje napačno izvedbo, s končnico, v skladu z vsemi pravili.


Za doseganje najboljših rezultatov uporabite posebne spojke. Zdi se, da "potopijo" konce ojačitvene plasti. To pomaga preprečiti stik s kovino in vodo.

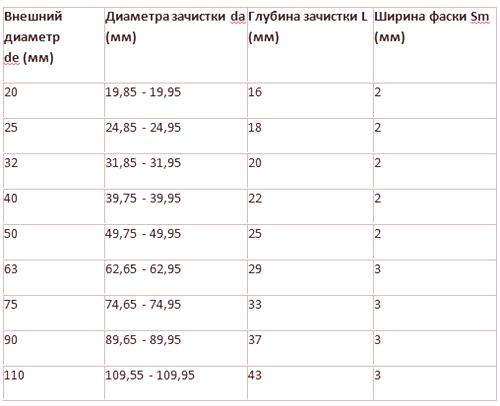
Nekateri proizvajalci podajajo svoja priporočila o tem, kako kuhati cevi pred varjenjem. Tudi če sloj ne manjka, je potrebno opraviti kalibracijo zunanjega premera, nato odstraniti posnetek.
Delovanje kalibracije bo odstranilo elipso cevi in jo naredilo popolnoma okroglo. Odstranjen posnetek olajša priključitev na sklopko. Na žalost, ko so PP cevi samostojno spajane, se te operacije popolnoma ne upoštevajo.
Očitno je, da bo spajkanje armiranih PP cevi trajalo malo več časa. Vendar bo služenje bolj zanesljivo.
Kako pripraviti spajkalnik za delo
Pred začetkom dela je treba varilec trdno pritrditi. Ko se ogrevanje začne, so deli izpostavljeni določenemu tlaku, ki se prenaša na spajkalnik. Da bi bilo delo udobnejše, mora biti naprava zavarovana in nepremična.
Na spajkalniku je predvidena grelna para. Nato se nastavi zahtevana temperatura ogrevanja, napetost se vključi. Kdaj?Varjene cevi za cevi PPR, temperatura ogrevanja mora biti znotraj 260 ± 10 stopinj. To je veliko več temperature, pri kateri bo polipropilen postal viskozen in tekočina. Torej obstaja hitra taljenja zgornje plasti cevi v povezavi s priključkom. Zaradi tega se del enostavno odstrani brez segrevanja celotne debeline stene. Če je vrednost temperature drugačna, postanejo deli mehki, povezava bo nemogoča.
Postavite dele na toploto
Ko PP cevi varilnega aparata dosežejo način delovanja, zasveti žarnica. Cev se vstavi v tulko, montažo pa se namesti na Dorn. Če za izvedbo takšne namestitve naenkrat je zelo težko, na prvi montažo težka namestitev.
 Fotografija spajkanja polipropilenskih cevi
Fotografija spajkanja polipropilenskih cevi
Varilni deli imajo nujno majhno količino, ki se pri vgradnji dela začne ekstrudirati. Izstopa obročasti valj (rešetka). Morate se malo potruditi, da premaknete ta prstan. Vendar vam ni treba preveč pritisniti. To je potrebno narediti gladko in počasi, tako da postane mreža pravilna oblika. Fitting, prosto postavi na Dorn, in ne oblikujejo rešetke, se šteje, napako, ga je treba zamenjati.
Pri nameščanju delov pazite na globino vgradnje. Takoj ko del doseže vrh mirovanja, je treba ustaviti pritisk. V nasprotnem primeru lahko poškodujete konec cevi in zdrobite omejevalnik. Za kontrolo globine potopitve dela v sklopko, od konca, na želeni razdalji, je izdelana ustrezna oznaka. Običajno je takšna oznaka narejenazelo redko se priključek vstavi v okvir, dokler se ne dotakne omejevalnika.
Po vgradnji delov v sklopko stroja in njegovega Dorn, morate počakati nekaj sekund, dokler dobre površine niso prekrite. Zelo pomembno je pravilno določiti trajanje ogrevanja. Ta čas mora biti zadosten za pridobitev viskoznega in tekočega polipropilena. Če je čas ogrevanja prevelik, bodo deli mehki, rja bo izginila. Proizvajalci plastičnih cevi so razvili posebne tabele, ki kažejo čas ogrevanja za določeno znamko polipropilena. Upoštevana je tudi debelina stene in presečišče cevi.
Pri priključevanju fitingov s cevmi kot rotacije delov ne sme presegati 5 stopinj. Če je povezava izvedena pravilno, mora imeti mreža enako debelino na obeh straneh.
hlajenje povezave
Če je potrebno popraviti vzpostavljeno povezavo, tehnologija omogoča, da je ta element v nekaj sekundah. Podrobnosti ne smejo biti izpostavljene nobenemu pritisku, dokler material končno ne postane trden. To se zgodi v 2-4 minutah.
Tabela prikazuje približne parametre trajanja varilnih operacij. Natančnejše vrednosti označujejo proizvajalci fitingov in polipropilenske cevi.
Varilni zatiči polipropilenskih cevi
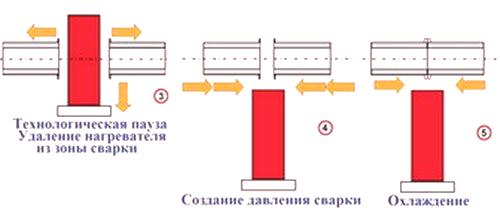
Pri spajkanju cevi iz polipropilenske čipke se konci delov segrejejo z vročim orodjem, dokler ne pride do taljenja. Nato se deli pritiskajo s silo in počakajo, da se šiv ohladi. Ta tehnologija je drugačnapreprostost Ni potrebe po uporabi dodatnih pripomočkov. Če je vse narejeno pravilno, se dobi zelo močan šiv, ki ni slabši od moči cevi. Tehnološka shema takšne operacije se izvaja v naslednjem zaporedju.
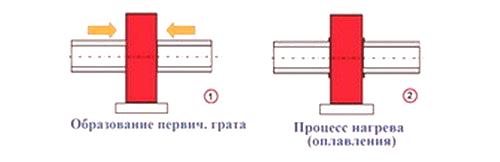

Varjenje s paličicami v vsej svoji preprostosti se zdi zelo dostopno. V praksi je za izvedbo varjenja spojev potrebno rešiti številne probleme, ki jih v bivalnem okolju praktično ni mogoče izvesti.
Cevi morajo biti natančno poravnane vzdolž svoje osi. Dovoljeno je le 10% odstopanje od debeline sten. Pritisk na del, ki pritisne cevi na ravnino ogrevalnega zrcala med ogrevanjem, naj se izvaja le za določen čas. Šele takrat lahko pride do kakovostne povezave. Ko je obrezovanje izvedeno, je potrebno, da ima čelna stran idealno pravokotnost.
Zgornje pogoje je zelo težko izvesti, če nimate dodatne opreme - specialističnega centratorja. Opremljen je z električnim pogonom, ki ustvarja določeno kompresijsko silo. Poleg tega je ta naprava opremljena z dodatnimi pokrovčki.
Z drugimi besedami, za zadostno varjenje polipropilenskih cevi majhnega premera morate imeti veliko dodatne opreme. Veliko bolj kot za varilce. Glede na to, da se pri varjenju vrtinca izkaže, da je bolj kakovostno spajanje, zaradi zaklepne povezave domači obrtniki raje ustvarijo mehasto povezavo pri namestitvi domače oskrbe z vodo.
PPR cevi za varjenje vstavitev glavnem se uporablja v proizvodnji, kadar je treba vgraditi proizvode velikega dela pri namestitvi ravnega odseka cevovoda.
Vir: http://tool-land.ru/svarka-polipropilenovykh-trub.php
Nadzor kakovosti
Ko opravite vse spajkanje polipropilenskih cevi v skladu z navodili, preverite delo. Pri majhnih kanalih lahko pride do dotoka znotraj dela. Ti vplivi prekrivajo notranjo površino cevi in tako ovirajo prost pretok tekočine med delovanjem sistema.
Da bi ugotovili obstoj pritokov, je treba preveriti povezavo. V ta namen mora biti kanal dobro prepihan z zrakom. Če se prosto giblje po cevi, potem je izšla kvalitativna šiva.
Novorojencu lahko svetujemo, naj najprej pripravi nekaj podrobnosti preverjanja. Odrežite šiv in preverite kakovost spajkanja.
Pomembna pravila za spajkanje polipropilena
Da bi dobili dobro hermetično povezavo in visokokakovosten šiv, je nujno potrebno izpolniti nekaj zelo pomembnih zahtev. Varilec mora biti vedno topel. To bo skrajšalo čas spajanja do pet minut.
Ko plastika začne zmrzniti, se povezovalni deli ne morejo premakniti, morajo ostati mirujoči. Idealno je mehansko fiksiranje. Za to lahko uporabite školjko. Vsakršno delovanje šiva med utrjevanjem lahko povzroči neprepustno poškodbo.
Ogrevanje obeh delov mora potekati sočasno.
Spajkalni polipropilen se nanaša naenkratna tehnologija. Če se nekaj nepravilno vari, se nič ne da popraviti. Če želite to narediti, morate zmanjšati okvarjeno območje in ponovno spajati novo povezavo. Posledično se poveča število varilnih spojev vzdolž celotne avtoceste.
Preden začnete ogrevati cev, morate na površini narisati črto, ki označuje globino varilnega šiva. Poleg tega bodo te linije odlična merila pri izvedbi kotne povezave.
Kako zapreti luknjo v cevi?
Pri popravilu nastanejo različne situacije, če pa ste po nesreči prebodli cevovod, ga je mogoče popraviti, vendar pod pogojem, da luknja ni velika. Še posebej, če je notranjost že tekoča voda in je ne blokira.
Možnost 1 za spajkanje polipropilenske cevi. Sushi, razmaščite. Vzamemo še eno cev, istega proizvajalca (v najboljšem primeru). Po tem se toplo segrejemo in postavimo luknjo, ter zapečatimo z spajkalnikom ali ročnim orodjem, kot je gorilnik. Če je cev ojačana, je treba folijo razrezati. Prav tako lahko namestite sklopko.
Druga možnost, ko zaprete polipropilensko luknjo, si oglejte videoposnetek.
Spajkanje cevi na težko dostopnih mestih
Največji problem, s katerim se sooča skoraj vsak čarovnik, je namestitev plastičnega cevovoda na težjih območjih. Za spajkanje polipropilenskih cevi na težko dostopnih mestih je struktura razdeljena na več manjših ploskev.
Izvede se prva namestitev največjega in najbolj neprijetnega mesta. Njegovo oblikovanje je zaželeno, da se izvede ločeno, nato nastavite nastalno mesto.
Ko je namestitev sklopnega območja končana, se izvede namestitev drugih manjših delov. Takšno delo ni mogoče storiti posamezno, morate delati s pomočnikom.
tipične napake
Prvič, zadeva slabo kakovost izdelanih delov. Vsak pokvarjen del je treba zamenjati. Kuhanje takšnih delov pomeni povezavo nizke kakovosti.
Sestavni deli izdelujejo različni proizvajalci.Vsako podjetje ima svoj pristop k takšnim podrobnostim. Neodvisno postavljajo standarde, razvijajo lastne standarde. Za delo s takimi cevmi je potrebno imeti priključke istega proizvajalca. Poleg tega so lahko podrobnosti velike razlike v njihovi kemijski sestavi. Vse to pa negativno vpliva na postopek varjenja. Izkazalo se je, da je slaba kakovost povezave. Z drugimi besedami, sestavne dele mora vedno proizvajati en proizvajalec.
Podrobnosti so bile pregrete.Taka napaka je takoj prizadeta. Cev postane mehka, ko se pritrdi na sklopko, se začne deformirati.
Slabo segrevanje varilnega stroja.Pri nizki temperaturi ni mogoče doseči kvalitativne povezave. Najprej bo vse v redu, vendar se bo kmalu pojavil odtok vode. Da bi to preprečili, morate počakati 5-10 minut, dokler se "železo" ne segreje. Med delovanjem naprave ni potrebno odklopiti naprave od elektrike.
Ponovna uporaba opreme.Če povezava dela izgine, jo potrebujezamenjati Strogo je prepovedana ponovna uporaba armatur, ki so že nameščeni v cevovodu.
Cev ni bila vstavljena, dokler se ne ustavi.Zato se sestavljanje delov opravi na nižji globini. Vgradnja počiva v rešetki, ne doseže konca. Povezava ima šibke točke. Podrobnosti niso povezane s polno globino. Če med montažo vstavite podrobnosti, ne da bi jih ustavili, bo povezava slabe kakovosti in zelo šibka.
Razrez cevi je bil izveden v nasprotju s tehnologijo.Motena je pravokotnost osi končne površine. Posledično bo konec cevi slabo pritrjen na notranji priključek. Pojavila se bo šibka povezava.
Koliko so vredna ta dela
Za samostojno izvedbo vgradnje cevi PPR je treba imeti ustrezno opremo in izkušnje s temi deli. Če ne morete izvesti take namestitve sami, je bolje, da uporabite storitve strokovnjakov. Cene najdete v spodnjem ceniku:
- Vgradnja enega linearnega metra cevi -100 rub .;
- Priprava in delo -500 rub .;
- Obrezovanje cevi in njeno nadaljnje odstranjevanje - 90 rub.
Stroški del vključujejo tudi zapletenost namestitve in celotno količino.
Bodite pozorni! Vsaka stopnja dela mora biti izvedena v skladu z vsemi pravili. Sprejeti je treba strokovni pristop. Pri polaganju plastičnega cevovoda ne smete varčevati. Strokovnjaki bodo vse naredili hitro in kakovostno.
Druge metode spajkanja cevi PPD
Razenklasično spajkanje, obstaja še nekaj drugih različic. Vse se odlikujejo po značilnih lastnostih. Vsaka metoda ima svoje pozitivne in negativne strani. Spoznajmo se z njimi podrobneje.
uporaba v električni opremi
Namestitev tega cevovoda je veliko lažja, če uporabljate sklopke, ki so opremljene s posebnimi ogrevalnimi navitji.
Varilec je priključen na sponke, ki izhajajo iz sklopke. Stiki se napajajo in vzdržujejo določen čas.
Kako uporabljati
- Površina je temeljito očiščena, nato razmaščena;
- Cev je vstavljena v okov in tesno pritrjena;
- Varilec je povezan z električnimi kontakti elektromotorja;
- Po vklopu naprave bo mogoče opazovati skozi posebne odprtine, kot taline in povečati prostornino plastike. Enota se samodejno izklopi. Čas varjenja se regulira s samim aparatom, ki upošteva temperaturo okolja;
- Spajkalnik se loči od kontaktov.
Glavna prednost take metode je njena hitrost. Za spajkanje traja eno sekundo, hlajenje pa traja eno minuto. Nedostopne kraje je mogoče pozabiti. Dejstvo je, da se sam spajkanje izvaja na določenem mestu, ki je že vnaprej zbrano. To je zelo priročno, če morate namestiti zaprt ogrevalni sistem. Takšna dela se lahko izvajajo tudi v majhnih zmrzali. Toda temperatura ne sme pasti pod-15 stopinj Pri nižjih temperaturah je uporaba spajkalnika prepovedana.
Uporaba elektroopremljanja omogoča gradbenim podjetjem, da pospešijo delo na velikih objektih.
Zasebni sektor redko uporablja to tehniko, saj so stroški te opreme zelo visoki. Cena elektromobilne naprave je v razponu od 80 do 100 tisoč rubljev.
Hladno varjenje
Za uporabo te tehnike je potrebno imeti posebno lepilo. Zmehča zgornjo plast izdelkov. To je eden od načinov za varjenje polipropilenskih cevi brez spajkalnika.
Kako uporabljati
- Prvič, namestitev delov, ki ustrezajo meram;
- Nakup ustreznega sklopa opreme;
- Površine so dobro razmaščene;
- Na vsako površino se nanese plast lepila;
- Vstavljeni deli so trdno pritrjeni in čakajo 20 sekund;
- Prenos delov je prepovedan v eni uri.
Povezava bo močna in zanesljiva, zelo podobna spajkanju.
Ogrevanje lepljenih spojev je prepovedano.Hladno varjenje se lahko uporablja samo za namestitev hladne vode!
Drug način povezovanja n /a izdelkov brez spajkanja je uporaba svetilke. Na njem ne morete nastaviti temperature, zato morate vse narediti na očeh.

Zaključek
Polipropilenske cevi se zlahka sestavijo z lastnimi rokami. Potrebno je le malo prakticirati testne izdelke in poznati osnovne nianse, ki so opisane zgoraj.