Za pravilno varjenje plastičnih cevi morate dobiti podroben vpogled v tehnologijo tega procesa.Velikih popravil ali gradnje nove stavbe vedno pomeni veliko različnih gradbenih del, vključno z montažo ogrevanja, oskrbe z vodo itd. Namesto litega železa in kovinskih cevi že dolgo prihaja plastika, kovina-plastika, polipropilen, polietilen in drugi. Elementi Nesporna prednost polimernih cevi je njihova obstojnost, odpornost proti biološkim mikroorganizmom, korozija, obraba, kot tudi enostavnost vgradnje in vsestranskost. S pomočjo polimernih cevi lahko namestite sistem za oskrbo z vodo, kanalizacijo ali ogrevanje. Za delo je dovolj, da imate pri roki varilni stroj za PVC cevi, same cevi in komplet priključkov.
Za pravilno varjenje plastičnih cevi morate dobiti podroben vpogled v tehnologijo tega procesa.Velikih popravil ali gradnje nove stavbe vedno pomeni veliko različnih gradbenih del, vključno z montažo ogrevanja, oskrbe z vodo itd. Namesto litega železa in kovinskih cevi že dolgo prihaja plastika, kovina-plastika, polipropilen, polietilen in drugi. Elementi Nesporna prednost polimernih cevi je njihova obstojnost, odpornost proti biološkim mikroorganizmom, korozija, obraba, kot tudi enostavnost vgradnje in vsestranskost. S pomočjo polimernih cevi lahko namestite sistem za oskrbo z vodo, kanalizacijo ali ogrevanje. Za delo je dovolj, da imate pri roki varilni stroj za PVC cevi, same cevi in komplet priključkov.
Varjenje polimernih cevi: tajne tehnologije
Varjenje PVC cevi se izvaja z ogrevanjem njihovih koncev in povezovalnih elementov v tekoče viskozno stanje, čemur sledi njihova povezava. V ta namen se uporablja varilni stroj.
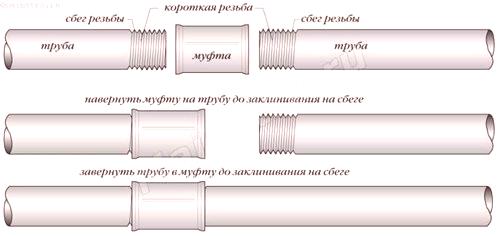
Tehnologija varjenja polipropilenskih cevi se imenuje muftovaya ali cevasto. Priključitev elementov ni dobesedno stičišče, ampak s pomočjo pomožnih priključkov, dodatnih vodnikov, ki pri temperaturi približno 260 stopinj razpršijo rob cevi. Ko so povezani elementi trdno pritrjeni drug na drugega na molekularni ravni, se varjenje lahko šteje za popolno.
Težave, ki se lahko pojavijo pri povezovanjuheterogeni materiali - pri stratificiranih obremenitvah je možna majhna trdnost spojev, kar omejuje uporabo varjenja.
 S proučevanjem tehnologij se lahko polimerne cevi hitro in enostavno varijo
S proučevanjem tehnologij se lahko polimerne cevi hitro in enostavno varijo
Alternativni načini priključka PVC cevi:
- lepljenje;
- Pritrditev z zakovicami;
- formacija;
- Pritisk na pristanek.
Te metode se ne uporabljajo, če so deli povezani s tesno povezanimi strukturami ali enakimi materiali in je osnovna zahteva za povezavo zmogljivost, sposobnost avtomatizacije in mehanizacije.
Tehnologija za varjenje polipropilenskih cevi za ogrevanje: značilnosti
Pred začetkom dela se pripravi podroben načrt ogrevalnega sistema, ki kaže ne samo neposrednega pretoka cevi, temveč vse veje in ovinke. Nato se izračunajo vsi potrebni elementi.
Ne pozabite: razpoložljivost dobrih in pravilno izbranih materialov - jamstvo za uspešno dokončanje popravil in trajnost prihodnjega ogrevalnega sistema. V ta namen so za ta namen najprimernejše cevi z aluminijasto plastjo.
 Pred začetkom varjenja polipropilenskih cevi za ogrevanje je treba pripraviti materiale in orodje za delo
Pred začetkom varjenja polipropilenskih cevi za ogrevanje je treba pripraviti materiale in orodje za delo
Cevi so bolje kupiti z majhnim robom, zlasti če se delo opravi prvič. Dodatni elementi za priključitev cevi so tudi boljši, še posebej, če se delo opravi samostojno in prvič.
Vrstni red del:
- Popreverjanje napak v polipropilenskih ceveh in določanje temperature njihovega ogrevanja, cevi ali noža po načrtu, odrezati potreben segment cevi. Pomembno je, da je rez rezan pod pravim kotom.
- Ne glede na to, ali je spajkalnik vključen, je nastavljena zahtevana temperatura, teflonska puša je vstavljena v grelni element. Ko zasveti signalna lučka na instrumentu, bo pripravljena za delo (ogreta na želeno temperaturo).
- Zvarjeni konci cevi s pomočjo brivnika odstranijo posnetek za 1/3 debeline elementov. Zamaši se aluminij.
- Na ogreti rokavi, ki je nameščena v varilcu, na eni strani je oblečena v cev in na drugi - vgradnja. Podrobnosti se ogrejejo za 6 - 7 sekund.
- Cev in fiting se odstranita z vročim tesnilom, cev se vstavi v povezovalni element in v zadnji del priključka vstavi drugačen del ogrevane cevi. Pomembno je, da te manipulacije izvedemo čim prej. Priključek mora biti enak, brez rotacije, celoten postopek varjenja elementov pa ne sme trajati več kot 5 sekund.
Od 4 do 5 minut postane povezava bolj trda in močnejša. Spodbujanje tesnjenja spojev cevi z dodatnimi metodami (led, hladna voda) ni močno priporočljivo. Kršitev varilne tehnologije bo zmanjšala trdnost spojev.
Izdelujemo lastne roke: varjenje vodovodnih cevi iz polipropilena
Posebnost namestitve sistema za oskrbo z vodo je pravilna izbira materialov, od. \ Tki je neposredno odvisna od trajnosti in učinkovitosti prihodnje oskrbe z vodo. Za vodovodni sistem se lahko uporablja le nekaj vrst PVC cevi.
 Varjenje cevi je možno samostojno, če pravilno sledite navodilom po korakih
Varjenje cevi je možno samostojno, če pravilno sledite navodilom po korakih
namreč:
- Plastične cevi z aluminijasto ojačitvijo;
- Elementi s plastjo steklenih vlaken:
- enoslojne PVC cevi;
- Večplastni izdelki.
Premer oskrbe z vodo v gospodinjstvih je najpogostejši 2, 2,5 in 3,2 cm Izbira premera cevi je lahko odvisna od sistema oskrbe z vodo in lastnosti, in od premera šob varilnega stroja. Fitingi, spojke in kvadrati so pomožni elementi za spajkanje plastičnih cevi, brez katerih ni mogoče brez njih.
Postopek varjenja PVC cevi:
- Izračun sistemskih parametrov.
- Demontaža starega vodovodnega sistema (če obstaja).
- Pribor za vgradnjo (če želite povezati plastiko, na primer s kovino ali kovino-plastiko).
- Neposredno varjenje cevi in pritrditev.
- Preverjanje zanesljivosti povezav.
- Strobirovane stene za polaganje cevovodov (če je potrebno).
- Končna faza (pritrjevanje cevi na steno itd.).
Varilni stroj za polipropilenske cevi z lastnimi rokami
Spajkalnik lahko zberete za običajne železne cevi. Prav tako boste morali premostiti dva konica za peč in cevi pod nastavkom in matico. V likalnik se vzame termoregulator,odrezati nepotrebne izbokline in podplat z grelcem ostane. V podplatu izvrtajte 6-milimetrsko luknjo in konice so priviti. V nasprotni konici vtičnice je izvrtina izvrtana za vgradnjo termočlena.
Termočlen se lahko sam odvaja, odstrani varjene vodnike, odreže potrebno dolžino in se vstavi v luknjo na podplatu železa po ceveh, ki so potrebni za izolacijo.
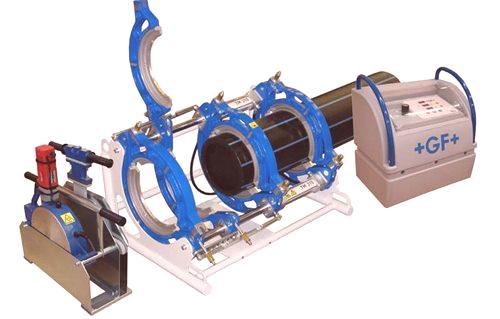
 Pomemben element pri varjenju polipropilenskih cevi je varilni aparat
Pomemben element pri varjenju polipropilenskih cevi je varilni aparat
Vse elemente samohodnega spajkalnika je treba sestaviti v ohišje. Termoelement se poveže z zaščiteno merilno žico, grelni element pa je enak po dolžini dvožilnega kabla. Žice so pritrjene na ročaj in pritrjene na zunanje ohišje. Prostor med podplatom s termoelementom, ohišjem in konico je napolnjen z azbestno vato. Zvočniki iz ohišja konice toplotno izolacijo, premer lukenj v ohišju mora presegati premer konice 10 mm.
Termostat mora biti pritrjen v ločenem plastičnem ohišju. Za prikaz lahko uporabite napravo za daljinsko upravljanje iz starega snemalnika kasete, katerega os je izhod iz ohišja termostatske enote.
Pravilno varjenje plastičnih cevi (video)
Priključitev plastičnih cevi ne pomeni nobenih posebnih težav in spajkalnik za njih se lahko naredi z lastnimi rokami od starih električnih naprav ali najame v najem.
Uspešno popravilo!