Pri zbiranju vodnih komunikacij, sestavljenih iz plastičnih cevi, je najpomembnejši parameter temperatura. Imeti mora določene pomene, ki omogočajo vzpostavitev trdne in zanesljive povezave.
Pri zbiranju vodnih komunikacij, sestavljenih iz plastičnih cevi, je najpomembnejši parameter temperatura. Imeti mora določene pomene, ki omogočajo vzpostavitev trdne in zanesljive povezave.
Danes tehnologija pridelave cevovodov iz takih materialov pri izvajanju varilnih operacij nalaga skladnost z določenim temperaturnim režimom in tudi določenimi časovnimi vrednostmi. Če ne upoštevate priporočenih parametrov, lahko pride do vrzeli v vozliščih, pretok vodovodnega kanala bo močno oslabljen.
Skupni vpliv temperature pri priključnih delih
Tehnološki postopek varjenja polipropilenskih cevi temelji na segrevanju materiala na želeno temperaturo. Zato se plastika začne zmehčati. Ko so deli povezani, pride do difuzije molekul polipropilenskih molekul. Z drugimi besedami, povezava je združitev molekul. Ko se material ohladi, se oblikuje izjemno trpežni čvor.
Trdnost varilnih kosov je neposredno odvisna od temperaturnega režima. V primeru nezadostnega segrevanja ne bo prišlo do postopka difuzije. Prilegajoča se molekula in varjena cev preprosto ne moreta priti v kombinirano področje. Varjenje bo šibko in ne bo moglo prenesti težkih bremen. Par se zlomi, tesnost spoja se razbije.
Ko se pregreje, se bo struktura začela deformirati. Posledično se bo spremenila prvotna geometrija. V delih so lahko močne formacijepritok v obliki velikega valja. Posledično se bo premer preseka cevovoda na mestu varjenja bistveno zmanjšal.
Za normalno spajkanje polipropilenskih cevi je potrebno ustvariti ogrevanje na temperaturo 255-265 stopinj. Pri postopku ogrevanja je treba upoštevati več parametrov:
- Premer dela.
- Sobna temperatura.
- Čas segrevanja.
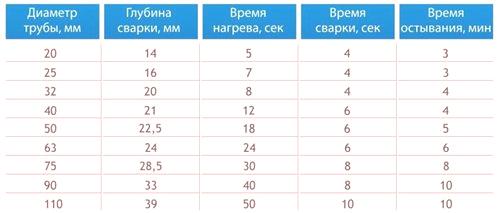
Praksa je pokazala, da sta čas ogrevanja in premer delov v neposredni odvisnosti.
Temperatura prostora, kjer poteka spajkanje, prav tako vpliva na ta postopek. Če so deli spajkani, ko so izločeni iz "železa" ali druge grelne naprave, pride do prekinitve, preden se začne spenjanje. Za kompenzacijo hlajenja pri nizkih temperaturah je treba cevi ogrevati malo dlje. Ta dodatni čas je v 2-3 sekundah. Izbira je empirična.
Ne smemo pozabiti, da če se polipropilenske cevi segrevajo na grelec z nastavitvijo temperature nad 270 stopinj, bo prišlo do zelo močnega segrevanja zgornje plasti dela. Jedro ne bo dobilo dovolj toplote. Pri spajanju delov se debelina varjene folije izkaže za zelo tanko.
Kako ročno zvariti polipropilenske cevi
Varilne objemke naprave se izberejo ob upoštevanju premera delov. Nato se vstavijo v varilno ogledalo in dobro pritrdijo.
Kontaktne površine se očistijo prahu in umazanije. Za čiščenje je bolje uporabiti čistilno tekočino, ki jo priporoča proizvajalec tega izdelka. Vtaka služba lahko pomaga:
- Klorirana.
- trikloroetan.
- etil ali izopropil alkohol.
Nastavite temperaturo naprave. Običajno je treba termistor segreti v območju 250-270 stopinj. Ta optimalna vrednost temperature vam omogoča, da dosežete pravilno povezavo.
Ko termostat prejme zahtevano temperaturo, se preveri temperatura ogrevanja varilnega zrcala. V ta namen uporabite posebno termično sondo.
Odrežite cev, ki zdrži 90 stopinj, glede na os. Po potrebi je potrebno površino očistiti in odstraniti posnetek. Parametri striptiziranja, globina posnetka so vzeti iz tabele številka ena. Skodelico lahko odstranite pri čiščenju delov ali po njem s posebnim kalibriranim orodjem.
Fitingi iz polipropilena za cevno varjenje. Globina odstranjevanja in širina posnetka.
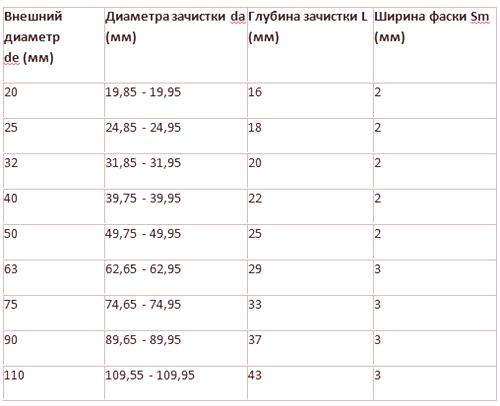
Globina vložka "L1"je prikazana na površini ceviin je vzeta iz tabele 2.Odstranjevanje mora nujno ustrezati globini vložka.
Globina vstavka L1 (mm): največja globina vstavljanja ogrevane cevi v steklo okovja.

Na zunanjo površino cevi in varjenega okovja je nameščena vzdolžna oznaka. Omogoča izogibanje premikajočim se delom med povezavo.
Površina cevi in uporabljeni okov mora biti dobro očiščena olja ali umazanije. Po doseganju zahtevanega varjenja varilnega ogledala je cev v povezavi s priključkom nameščena v posebnih tulcih. Fitingi morajo bitivstavite v stop, varjene cevi do polne globine odstranjevanja. Treba je počakati, dokler se podrobnosti ne segrejejo.
Nato se hitro raztegnejo in vstavijo drug v drugega. Vgradna globina vložka mora biti enaka dolžini L1 glede na vzdolžne vozle.
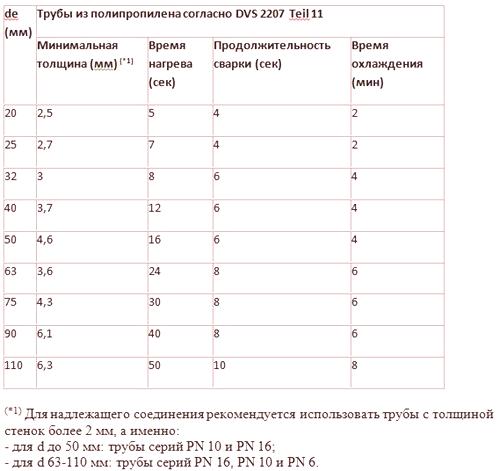
Sklopne dele je treba držati v fiksnem položaju za določen čas v skladu s tabelo št. 3. Potem je čas, da se naravno ohladimo. Ne morete jih ohladiti z ventilatorjem ali ga spustiti v hladno vodo.
Čas ogrevanja, varjenja in hlajenja
Če je površina elementov dovolj ohlajena, je treba opraviti hidravlični preskus.
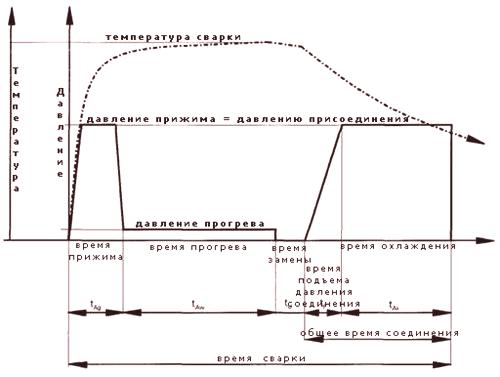
Temperaturna območja v kontaktnem varjenju.

Spremembe tlaka in temperature med spajalnim varjenjem so prikazane na spodnji sliki:
Nianse vzdržljivosti želenega termičnega režima
Pri izračunu prihodnje sheme cevovodov premislite, kako bo potekala namestitev. Prizadevati si morate za minimalno razdaljo med spajkalnim strojem in priključnim mestom.
Če se izračun ne izvajate pravilno, in mesto bo izven dosega varjenje kraju samem je, da se ogreje podrobnosti na precejšnjo oddaljenost od mesta pritrditve. V tem primeru nastanejo velike izgube toplote, saj je potrebno opraviti transport delov za izvedbo sklopnega spoja. Zaradi tako neopaženih trenutkov je močna oslabitev šiva.
Če je napačen izračun zaporedja namestitve, se lahko izvede spajkanjetam je situacija, v kateri bi bilo nerealno odkriti zadnje podrobnosti, saj je ogrevalna naprava preprosto nemogoče namestiti med deli. Da bi povečali vrzel, je potrebno deformirati nekatera območja cevovodov, da se omogoči vstavitev naprave za spajkanje. Takšno delo lahko pokvari videz komunikacije. Možen pojav statične napetosti nekaterih področij sistema.
Zelo velika napaka, zaradi katere ni mogoče nadzorovati temperature, je zaporedno segrevanje gredic neposredno pred spojem. Z drugimi besedami, vsaka postavka se ogreva ločeno. Posledično je povsem ogrožen temperaturni režim.
Takšen nepravilen pristop lahko povzroči močno hlajenje dela zaradi časa, ki je potreben za segrevanje. Obstaja namerna izguba toplote. Tak način povezovanja delov ne omogoča pravilno delo in proces mehčanja materiala postane nepredvidljiv. Uporaba je strogo prepovedana.
Za pravilno kontrolo temperaturnega režima je treba upoštevati več meril:
1. Kakovost varilnega aparata za delo s polipropilenskimi izdelki mora omogočati ohranitev nekaterih parametrov z minimalno napako.
2. Med varilcem in priključnim območjem mora biti manj kot 1,5 metra.
3. Operacije je treba opraviti v ogrevalni sobi.
4. Pred začetkom varjenja se prepričajte, da je temperatura spojnih delov približno enaka.