Puščanje ogrevalnega sistema ni neobičajno in v večini primerov se zgodi nepričakovano, če ne upoštevate poskusnega zagona opreme na začetku ogrevalne sezone. Kaj je povzročilo pretok, ni vedno mogoče zanesljivo določiti, to ni vedno in pomembno, kot je v ospredju v takih situacijah - ponovna vzpostavitev tesnosti ogrevalnega kroga. Praviloma se temeljito popravilo odloži v topli sezoni in ko se odkrije uhajanje, je prednostno začasno razmazati pretok toplote v cevi za ogrevanje.
- Opišite zmanjšanje tlaka sistemskih faktorjev
- Pripravljalna dela
- Načini izvajanja popravil z zasidranjem do mesta uhajanja
- Odstranitev fistule na ravni liniji jeklenih cevovodov z mehanskimi sredstvi
- Popravilo cevovoda v ravni črti ali v smeri obračanja s kemičnimi in kombiniranimi metodami
- Odstranitev puščanja v mestih navojnih spojev
- sklep
Opišite zmanjšanje tlaka sistemskih faktorjev
Ogrevalni sistem je sestavljen iz naslednjih glavnih elementov:
- ogrevalni kotel;
- plinovod;
- radiatorji;
- preverjanje in preverjanje ventilov.
Vsi ti elementi so nameščeni v ogrevalnem krogu, katerega tesnost je odvisna od celovitosti sestavnih elementov in njihovih spojev.
Izbira, kako obnoviti celovitost ogrevalnega sistema, je odvisna od naslednjih dejavnikov:
- razpoložljivost škode;
- status uhajanja(fistula, izguba tesnosti navojnih spojev itd.);
- material za izdelavo poškodovanega izdelka;
- možnost izključitve sistema.
Skupaj z navedenimi okoliščinami je izbrana metoda za čim bolj učinkovito zapiranje uhajanja v cevi za ogrevanje v sedanji situaciji.
Pripravljalna dela
Pri popravilu ogrevalnega sistema je treba najprej določiti poseben prostor pretoka hladilne tekočine. Če je cevovod postavljen skrit (v steni, v tleh), obrnjen z dekorativnimi elementi ali opremljen s toplotno izolacijo, je naloga zapletena.
Pomembno! V situaciji, ko je cev ali jama padla v steno, je priporočljivo razmisliti o namestitvi novega cevovoda, saj ne bi bilo smiselno poškodovati obdelave prostora za popravilo cevi z visoko stopnjo obrabe.
Na predvidenem odseku konture, dekorativni dekoraciji in toplotni izolaciji se odstranita trajektorija, po kateri se oceni narava in obseg poškodb ter razpoložljivost popravil.
Točkovno popravilo ogrevalnega sistema je lahko tri vrste:
- mehansko - z uporabo naprav za stiskanje in vlečenje, električnega varjenja in drugih sredstev, ki ne temeljijo na uporabi tesnilnih raztopin;
- kemična - z uporabo različnih vrst tesnilnih sredstev, ki se strdi zaradi kemičnih reakcij ali sušenja;
- kombinirano - tesnjenje konture s kombinacijomehanske in kemične metode.
Če izberete metodo mehanskega popravila in manjšo poškodbo (igla s fistulo ali kapljanje), lahko ogrevalni sistem pred začetkom dela na odpravljanju puščanja pustite v načinu delovanja. Če je poškodba resnejša, mora biti ogrevanje izključeno:
- avtonomni kotel se izklopi, hladilno sredstvo se izsuši;
- v sistemu centralnega ogrevanja je potrebno blokirati ventil splošnega dvižnega voda in na njega obesiti varnostno ploščo, nato pa tudi iztočiti vodo iz sistema.

Tehnologija obdelave osnove pred tesnjenjem konture je odvisna od materiala cevovoda, stanja pretoka in vrste popravila, v vsakem primeru pa je končni rezultat dela v veliki meri posledica kakovosti priprave površine.
Načini izvajanja popravil s sidriščem na mestu uhajanja
V večini primerov je mogoče sistem ogrevanja samodejno odstraniti brez sodelovanja strokovnjakov. Pri tem upoštevamo načine za izdelavo točkovnega popravila vezja pri najpogostejših poškodbah.
Odstranitev fistule na ravni liniji jeklenih cevovodov z mehanskimi sredstvi
V vodoravnem ali navpičnem delu celotne jeklene cevi se zaradi številnih dejavnikov (obraba, korozija, materialna napaka) pogosto pojavijo tokovi, ki jih je mogoče odpraviti neodvisno in brez znatnih stroškov.
Če je v jeklenih ceveh s premerom do 50 mm oblikovana fistula s cevnim odsekom v eni tekmi, se lahko izloči celobrez posebne priprave podlage, vendar debelina stene cevovoda ne sme biti manjša od 3 mm. Območje okrog poškodb se očisti od rje in lestvice po datoteki ali bolgarščini, nato pa se vijak privije v odprtino s samoreznim vijakom iz tesnilne gumijaste podložke. Dolžina vijaka je izbrana tako, da je na izhodu iz odprtine v notranjosti cevi delovala minimalno in se v nobenem primeru ni držala nasprotne stene.

Pomembno! Kadar uporabljate elektrodo, hladilne tekočine v cevi ne sme biti pod tlakom, tako da na instrument ne pridejo vodni curki in povzročijo električnega udara ali loma svedra. Zaradi varnosti je bolje uporabiti sveder z vgrajeno baterijo za 12 V, ovito v celofansko vrečko z režo za vložek.
O tem, kako zapreti luknjo v cevi za ogrevanje s premerom 50 mm in z večjim prerezom fistule, je tudi bolje vedeti vnaprej, saj so posledice poškodb takšne toplotne cevi resnejše in verjetnost dogodka ni nižja.
Odprtina za fistulo se odvaja z delcem večjega premera tako, da se v njem nareže vijak. Debelina stene mora biti zadostna tudi za rezanje carvinga. Tabela določa ujemanje vrtalnikov in rezbarij (pipe).
Premeri odprtin za metrični navoj z običajnim korakom
| nazivni premer
navoj (mm) |
Premer svedra za proizvod,
iz: |
|
| lito železo, bron | ||
| 3.0 | 2.5 | 2,5 |
| 3.5 | 2,9 | 2.9 |
| 4.0 | 3.3 | 3.3 |
| 5,0 | 4.2 | 4.1 |
| 6.0 | 5,0 | 4.9 |
| 7,0 | 6.0 | 5.9 |
| 8,0 | 6.7 | 6.6 |
| 9.0 | 7.7 | 7.7 |
| 10,0 | 8.4 | 8,3 |
Potem, ko navoj navijete v luknjo, se vijak s podložko in tesnilo tesnilne mase zategne iz gume. Dolžina sornika je izbrana glede na debelino stene - del po sukanju ne sme pokrivati lumena cevi ali se upreti nasprotni steni.
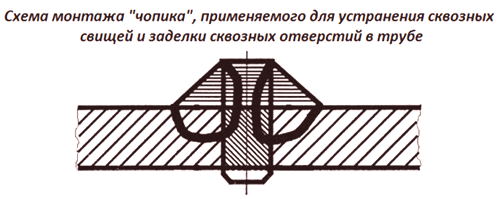
Možno je odpraviti uhajanje jeklenih cevi ogrevanja brez navojnih elementov - z žičnim in električnim varjenjem. Luknja se izvrtajo do najbližjega premera, nato pa se kuje s kovanim jeklenim stožcem (sesek) ustrezne velikosti. Preostanek zunanje kapelice se izčrpa v Bolgariji do te mere, da ostane majhen pokrov, ki ga nato varimo z električnim varjenjem. Ta način odpravljanja puščanja je zanesljiv in trajen, vendar je treba upoštevati, da je treba za varjenje pocinkanih cevi uporabiti elektrode z rutilnim premazom, debelina sten cevi pa zadostna (3 mm).
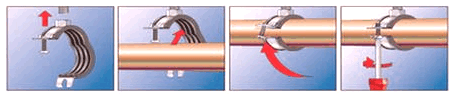
Ena luknja v steni jeklenih cevi se lahko tudi duši s pomočjo ozke objemke.

Takšna sponka je lahko izdelana in neodvisno od trakastega jekla, vendar je v prodaji na voljo velik izbor teh naprav, katerih estetika je veliko večja.Objemka je izbrana na premeru cevi in, če z njo ni tesnila, je tak tesnilni trak izrezan iz gume ali paronita z debelino najmanj 3 mm. Okovje je nameščeno na cevi, tesnilo je združeno s prsti, objemka pa se z ustreznimi napori stisne. Ta metoda odpravljanja puščanja bo uporabljena za bakrene cevi ali polimerne materiale.
V razmerah, ko se na majhnem območju oblikuje majhno število fistul, se zgoraj omenjene metode popravila ne morejo uporabiti - odsek cevi je oslabljen, popravilo samega toka pa je neučinkovito in celo ogroža uničenje celotnega fragmenta konture. Na poškodbe podolgovate oblike (razpoka), ozke spone, kot tudi sekanje, ki jih ne boste namestili.
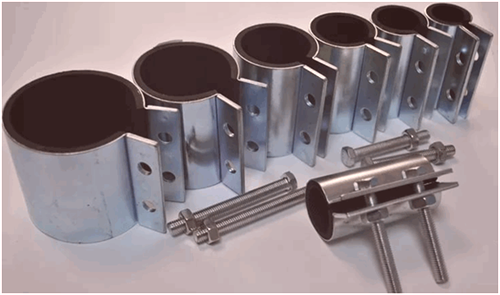
Če v tem trenutku ni mogoče zamenjati celotnega območja zasilnega delovanja, se ponovno vzpostavi tesnost cevovoda z objemkami - širokimi sponkami, katerih princip je enak kot pri ozkih napravah.
Popravilo cevovoda v ravni liniji ali obrnjeno s kemičnimi in kombiniranimi metodami
Za odpravo pretoka ogrevalnega cevovoda se uporabljajo različne vrste toplotno odpornih enojnih in dvokomponentnih tesnilnih mas, ki se uporabljajo na ceveh iz jekla in polimera. Najbolj razširjena je uporaba visokotemperaturnih skladišč na osnovi silikona z najvišjo stopnjo oprijemljivosti, duktilnosti in odpornostjo na temperature do 350 stopinj. Te tesnilne zmesi se razlikujejo od drugih vrst silikonskih lepilrdečkast ali rjav odtenek.

Vsak od teh oddelkov ima svoja navodila za uporabo, ki so navedena na embalaži in zagotavlja uporabo tesnilnih spojev in sklepov. Toda, če uporabite ojačitev, se lahko uporabijo na ravnini, to je na površini cevovoda, tako jekleni kot polimerni.
Pred začetkom dela na ogrevalnem sistemu se toplotni nosilec združi, območje okrog škode pa se očisti barve, razmaša in posuši.
Pomembno! Adhezija silikonskih tesnil na gladke površine je močnejša kot na grobo, zato ni potrebno ravnati s površino za popravilo cevi z abrazivnimi sredstvi.
Ojačitev silikonskega tesnilnega premaza je narejena tako, da se poveča natezna trdnost lupine in njena odpornost na mehanske poškodbe. Kot ojačitev se uporabljajo sirene - trak iz steklenih vlaken.

Na pripravljeno površino ogrevalne cevi nanesemo tesnilno maso z neprekinjeno plastjo debeline 2-3 mm, na vrhu katere se serpius obrne - spremeni šminko. Na vrhu prvega sloja mreže se ponovno nanese plast tesnilne mase, nato pa še serpentina, vendar že z zavihki zavojev na 5 mm. Na splošno morajo biti plasti mrežice s plastmi silikona 4 ali 5. Nujno je, da zavoji ležijo v napetosti, brez gub z prazninami, kot je zavijanje - z vrtenjem traku okoli osi na koncu vsake plasti, da se vrne v nasprotno smer. Takšno previjanje mora zajemati odseke cevovoda 10-20 cm na obeh stranehpoškodbe Zadnji sloj na cevi je izdelan iz tesnilne mase, ki je gladka z roko, namočeno v milnici. Konec kače se začasno pritrdi na cev s kapronskim ovratnikom ob strani popravila - po strditvi sestave se odrežemo na površino tesnilne mase.
Odvisno od vrste lepila in skupne debeline tesnilne plasti je treba strjevanje, ki izhaja iz stika sestave z vlago, trajati več ur na dan.
Z isto tehnologijo, z uporabo armature iz serpentine, popravljajo ogrevalni sistem s pomočjo toplotno odpornih gumijastih tesnil - kot tudi močne, vendar elastične kompozicije, ki se uspešno uporabljajo v vsakdanjem življenju in v proizvodnji.
Treba je upoštevati, da so silikonski in gumijasti tesnilni materiali na voljo za prodajo v avtomobilskih motorjih. Če značilnosti delovanja takšnih sestavkov izpolnjujejo zahteve ogrevalnega sistema, potem avto-hermetik, ki je namenjen za uporabo pri popravilu motorja z notranjim zgorevanjem, s tesnjenjem prevoda toplote v domu se bo še bolj spopadel.

Da bi odpravili pretok cevi v gospodinjskem ogrevalnem sistemu, se pogosto uporabljajo kompletni popravilni kompleti, ki vključujejo vse potrebno za tesnjenje. Primer takšnih sredstev je lahko komplet za popravilo Siloplast, opremljen tudi z zaščitnimi gumijastimi rokavicami. Glavni element za odpravo puščanja v kompletu je poseben impregniran trak, ki se v stiku z vodo (vlaženje med namestitvijo) strdi in tvori trdno cevzapečateno lupino, ki je ni treba dodajati k ničemu drugemu.

Način uporabe Siploplasta je podrobno opisan na embalaži, uspešnost popravila pa je odvisna od upoštevanja te tehnologije in kakovosti priprave podlage. Komplet za popravilo se lahko uporablja ne samo na ravnih linijah, temveč tudi na ukrivljenih delih cevi, kot tudi na navojnih spojih, katerih tesnjenje je izgubilo svoje lastnosti.
Gradivo je narejeno za različne proizvodne kroge, zato je pri nakupu potrebno izbrati pravi tip kompletov za popravilo, eden od njih - Siloplast "Za dom".

Za ponovno vzpostavitev celovitosti ogrevalnega sistema se uporabljajo tudi posebni dvokomponentni odpadki, imenovani "hladno varjenje" - mešanice na osnovi epoksi smol z dodatkom kovinskega polnila in dodatkov, ki so pod določenimi pogoji odgovorni za posebne lastnosti lepila.
Smola v sestavi zagotavlja plastičnost materiala po strditvi in komponenta, ki vsebuje kovino, povečuje trdnost in trdoto vezivnega sredstva. Hladno varjenje poteka v tekoči in plastični obliki. Specifikacije, vključno z obratovalno temperaturo in načinom uporabe, so navedene na embalaži. Ostaja le izbira pravilne vrste tesnilne mase, ki ustreza delovnim pogojem in materialu za proizvodnjo termičnega tokokroga.

Če ogrevalna cev ne pušča bistveno, je mogoče rešiti problem razmazanja konture v ravnem odseku ali spoja navojnega priključka s strani upravljavcevs pomočjo, na primer, lepila "Minute" ali enakega dejanja. Za to je potrebno očistiti površino, ki jo je treba popraviti, ali razpokati barvo, posneti in posušiti. Nato pripravite območje zaviti plast zmaj polizala in zbadanje v celice mreže navadne hrane soda (pred prvo obrne trdno pritrjena na cev lepilo). Nato se cev nanese na cev s plastjo zavojev mreže, ki se že prekrivajo, in ponovno napolni celico s sodo. Po zlaganju tretje plasti serpentine s sodo se zadnji zavoj traku pritrdi z najlonskim ovratnikom, lepilo iz cevi pa nanesemo na nastali rokav, začenši od mesta poškodbe. Lepilo se takoj vpije v sodo in reagira z njim in se takoj strdi, tako da tvori trdno lupino. Potrebno je nanesti lepilo na celotno površino navitja, cevi se stisnejo izmenično v obsegu porušitve, število cevi pa je odvisno od območja popravila.
Če je poškodba cevi razpoka, potem je tudi napolnjena s soda in kapljala z zgornjega lepila, tako da takoj poškoduje poškodbe. Na vrh razpoke nanesite serpentino, kot je opisano zgoraj.
Metoda se uporablja za popravilo cevi iz jekla in polimerov.

Obstaja tudi drugi način polaganja hladilne tekočine v neposrednem ali ovalnem delu jeklene cevi za ogrevanje, kot tudi preko navojnega priključka - z oblogo bandaže ojačane cementne malte. V ta namen sistem sproži pritisk, s katerim prepreči kapljanje vode s mesta poškodbe, območje popravila pa se očisti barve in rje.Potem iz cementa blagovne znamke 400 ali 500, pripravite vodno raztopino konsistence kisle smetane, problematično področje cevovoda pa se postopoma prepogne s trakom platnene tkanine, dobro prehaja skozi tekočino (možno je serpiankoy ali konvencionalni medicinski povoj). Vezava se izvede tako, da se vsak sloj izpusti s cementno malto. Na cevi je zato potrebno oblikovati sklopko z debelino stene najmanj 2 cm, pokrito z zadnjo plastjo iste raztopine.

Učinkovitost metode se lahko poveča, če za mešanje cementa ne uporabimo vode, temveč lepilo PVA, ne pa tudi pasto in emulzijo. Poleg cementa je mogoče namesto cementa uporabiti cementno cementno hidroizolacijo
.Ceresit SR 65, posebej zasnovan za vodotesne premaze.
Pomembno! Uporaba za tesnjenje cevovoda za ogrevanje cementnega traku je začasen ukrep, saj cement ni plastičen in se ne upira napetosti pri razpokanju, ki ga bo prizadela pri temperaturnih podaljških cevi, zato naknadno ustvarjanje mikrorazpok v popravilni lupini ne bo prihranilo niti ojačitve serpianke.
Odstranitev puščanja v mestih navojnih spojev
Če hladilno sredstvo teče skozi spoje cevi, ki so izdelani z navojem, ali v mestih, ki so povezani z radiatorjem ogrevanja, zapornimi ventili, je optimalno dejanje demontaža navojnega priključka za diagnosticiranje vzrokov za zmanjšanje tlaka. To se nanaša na situacijo, ko ni bilo nameščenega ogrevalnega sistemauporabljena oprema, namenjena za nastavitev - nastavitev s tesnjenjem. Demontaža navojnega priključka, ki se izvede po izpustu hladilne tekočine iz sistema, bo pokazal vzrok uhajanja - poslabšanje niti ali izguba tesnilne mase njihovih lastnosti.
V prvem primeru se profil nitke izboljša s prehodom na njem Lerky (umre) z rezom dodatnih 2-3 obrata. Če je rezbarija hudo poškodovana, potem je potrebno z varjenjem ali ponovnim rezanjem (cevi) vstaviti nov del cevovoda.
Pri zadovoljivem stanju rezanja je treba zamenjati tesnilni material. Za to se nit očisti od ostankov starega tesnilnega sredstva in nanjo nanese novo. Za zanesljivost tesnila je priporočljivo uporabiti kombinacijo vlaknenega tesnilnega sredstva (linen pramen) in eno od vrst tesnilnih mas za navojne povezave, vključno z anaerobnimi, namenjenimi za lastno uporabo.

Ta postopek je mogoče poenostaviti s posebnim univerzalnim tesnilnim šivom z impregnacijo. Material za nit je lahko naraven ali sintetičen, impregnacija - najpogosteje silikona. Privlačna nit je enostavnost uporabe, vsestranskost in cenovna dostopnost, ki vam omogoča, da sami popravite in brez večjih stroškov.

FUM trak je široko uporabljen sintetični material zaradi visoke vsebnosti fluora in njegovih visokih temperaturnih in kemijskih lastnosti.
FUM trak izdelujejo trijevrste:
- FUM-1 - z mazivom na osnovi vazelina, za uporabo v industrijskih cevovodih, vključno z agresivnim okoljem;
- FUM-2 - ne vsebuje maziva, primernega za okolje z oksidacijskimi sredstvi;
- FUM-3 - za cevovode z neagresivnim okoljem.
Vse tri vrste trakov FUM so primerne za uporabo v gospodinjskih ogrevalnih sistemih in so zelo učinkovite, kadar se pravilno uporabljajo za rezanje.

V primerih, ko je pretok nepomemben, se lahko demontaža navojnega spoja odloži do konca ogrevalne sezone, zatesnitev spoja pa se ponovno vzpostavi s prekrivanjem zveze ojačanega povoja z enim od zgornjih tesnilnih sestav - silikonom, gumo in hladnim varjenjem.
sklep
Odpraviti potek ogrevalnega sistema je treba objektivno oceniti učinkovitost in trajnost popravil. Večina denarja, ki ga ponujajo proizvajalci za odpravo uhajanja, namenjen začasnemu odpravljanju izrednih razmer pred sprejetjem radikalnih ukrepov, vključno s kapitalskimi popravili ogrevalnega sistema. Zato, ker je opravil diagnozo vzrokov za uhajanje in izbral, kaj bi popravil škodo, se je treba posvetovati s strokovnjaki, ki se ne zanašajo izključno na trženjsko svetovanje v trgovini, ki ga včasih zagotavljajo delavci brez izkušenj s popravili in gradbenimi dejavnostmi. To vam bo omogočilo objektivno oceno stanja in pravilno načrtovanje popravljalnih ukrepovkonca kurilne sezone, da bi se izognili poslabšanju razmer v hladni sezoni.







