Bakrene cevi - to je priložnost, da se ogrevanje in oskrba z vodo oskrbita v sistemu po načelu ohranjanja njihovega učinkovitega delovanja čim dlje. Tehnologija spajkanja bakrenih cevi je najlažja za lepljenje. Da bi to tehnologijo uresničili, se v praksi uporablja dodatek v obliki snovi, ki se razlikujejo po termoplastičnosti, kar pomeni, da se lahko zaradi vpliva visokih temperatur topijo in po ohlajanju okrepijo. Prav te lastnosti zagotavljajo tesnjenje nastalih spojin.
Bakrene cevi - to je priložnost, da se ogrevanje in oskrba z vodo oskrbita v sistemu po načelu ohranjanja njihovega učinkovitega delovanja čim dlje. Tehnologija spajkanja bakrenih cevi je najlažja za lepljenje. Da bi to tehnologijo uresničili, se v praksi uporablja dodatek v obliki snovi, ki se razlikujejo po termoplastičnosti, kar pomeni, da se lahko zaradi vpliva visokih temperatur topijo in po ohlajanju okrepijo. Prav te lastnosti zagotavljajo tesnjenje nastalih spojin.
Postopek spajkanja v smislu teorije
Spajkanje mnogih cevi, vključno z bakrom, se izvaja v skladu z načelom povezovanja dveh delov, ki se prekrivajo. Posledično je mogoče doseči zadostno trdnost konstrukcije ne glede na uporabljeno spajko, kadar tudi njena mehka vrsta, za katero je značilna nezadostna stabilnost, zagotavlja zanesljivost povezave. Običajno je za zagotovitev sprejemljive moči povezovanja pri spajkanju potrebno zagotoviti, da so proizvodi na kontaktni točki med seboj vsaj 5 mm. V resnici ustvarijo veliko večjo loputo, ki zagotavlja oprijemljivo varnostno rezervo.
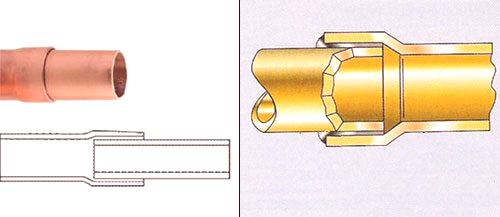 Doseganje potrebnega prekrivanja izdelkov med montažo cevovoda je možno zaradi takih postopkov s cevmi kot raztezanje in odstranjevanje, kot tudi z uporabo posebnih armatur. Pri nameščanju priključnih delov v obliki fitingov se oblikuje reža približno 0,2 mm, ki zagotavlja videzkapilarne sile, katerih prisotnost je potrebna za visokokakovosten postopek spajkanja. To ima za posledico, da se segreti obor vlije v režo in tako zagotovi potrebno stopnjo tesnjenja na stični točki. Zahvaljujoč vplivu kapilarnih sil obstaja možnost, da spajkamo spodaj.
Doseganje potrebnega prekrivanja izdelkov med montažo cevovoda je možno zaradi takih postopkov s cevmi kot raztezanje in odstranjevanje, kot tudi z uporabo posebnih armatur. Pri nameščanju priključnih delov v obliki fitingov se oblikuje reža približno 0,2 mm, ki zagotavlja videzkapilarne sile, katerih prisotnost je potrebna za visokokakovosten postopek spajkanja. To ima za posledico, da se segreti obor vlije v režo in tako zagotovi potrebno stopnjo tesnjenja na stični točki. Zahvaljujoč vplivu kapilarnih sil obstaja možnost, da spajkamo spodaj.
metode povezovanja
Optimalni elementi za povezovanje delov bakrenega cevovoda so armature. Njihov obseg je velik, vendar so večinoma priljubljene le tri vrste povezovalnih delov tega tipa:
- tees, s katerimi lahko uredite ustrezne osnutke;
- spojke, ki se uporabljajo za priključitev dveh cevi;
- koti, ki najdejo svojo uporabo, kadar je potrebno spremeniti smer cevovoda z nastavitvijo rotacijskega kota 90 stopinj.
 V tem primeru se lahko vgradnja bakrenega cevovoda izvede brez uporabe okovja ali pa se potreba po njihovi vgradnji zmanjša na minimum. Čeprav obstaja potreba po ustreznem orodju, ki omogoča izvajanje upogibnih in razteznih operacij, kot tudi njihovo odstranjevanje. V tem primeru se razbremeni obveznosti uporabe vogalov za organizacijo obratov plinovoda. Razširitev bo povzročila, da je uporaba sklopke nepotrebna, saj bo mogoče povečati premer cevi in vstaviti še v njej, s čimer bo pritrjen takšen spoj s spajkanjem. Končno, odstranjevanje bo izključilo tees s seznama povezovalnih elementov, vendar pod pogojem, da bo odtočna cev manjšega premera kot vod.
V tem primeru se lahko vgradnja bakrenega cevovoda izvede brez uporabe okovja ali pa se potreba po njihovi vgradnji zmanjša na minimum. Čeprav obstaja potreba po ustreznem orodju, ki omogoča izvajanje upogibnih in razteznih operacij, kot tudi njihovo odstranjevanje. V tem primeru se razbremeni obveznosti uporabe vogalov za organizacijo obratov plinovoda. Razširitev bo povzročila, da je uporaba sklopke nepotrebna, saj bo mogoče povečati premer cevi in vstaviti še v njej, s čimer bo pritrjen takšen spoj s spajkanjem. Končno, odstranjevanje bo izključilo tees s seznama povezovalnih elementov, vendar pod pogojem, da bo odtočna cev manjšega premera kot vod.
ZagotovitiIzvedljivost omenjenega bo zahtevala različne naprave, ki bodo zagotavljale upogibanje cevi, kakor tudi njihovo razširitev in robljenje.
Trubogibi
Uporaba naprav v obliki cevnih lokov mora biti v skladu z nekaterimi zahtevami. Za cevi s premerom do 15 mm je polmer upogiba opredeljen kot 3.5d, 18mm - 4d, kjer je d premer izdelka. Če se domneva, da obstaja upogibna vzmet, je najmanjši polmer radija 6 d.


Nesprejemljivo majhen polmer ustvarja veliko verjetnost loma ali izravnave. Če so cevi požgane, potem je sprejemljiv nižji polmer upogibanja, čeprav to povzroča negativne učinke zaradi upogibnega upogiba (manj kot 3d), ko tok začne uničujoče vplivati na samo cev. Istočasno se lahko zgorele cevi popolnoma upognejo z uporabo sile rok, pri čemer je potrebno upoštevati tudi polmer upogiba iz 8d, ki preprečuje izravnavanje.
Slabo oblikovani loki, ki vodijo do izravnavanja cevi ali sklopa v harmoniki na mestu popačenja, ustvarjajo pogoje za nastanek turbulentnih tokov. Posledično ti tokovi zagotavljajo napetost, kjer presečišče cevi preneha korelirati z obliko kroga, ki sproži destruktivne procese korozije in erozije.
Cevi, katerih premer ne presega 18 mm in niso bile toplotno obdelane, so na voljo za upogibanje v hladnem stanju, kar se opravi na račun zmogljivosti za upogibanje cevi. Glede na večji premer, potem tukaj ne more storiti brez predhodne izpostavljenosti visokih temperatur od 500 do 600 ° C, da bi doseglipotreben rezultat.
Podaljški
Za možnost uporabe naprav v obliki ekspanderjev za spremembo večje strani premera cevi je treba uporabiti samo žarjene izdelke z zahtevano plastičnostjo. Tako imenovani ekspanderji so odmični mehanizmi, ki zagotavljajo pritisk na segmente njihove konstrukcije, ki vplivajo na cev iz notranjosti, kar vodi do njegove ekspanzije.
 V praksi se del ekspanderja v obliki odmikalne konice vstavi v cev, stisne roke, začne se sistem vzvodov in konec cevi ima obliko cevi. Če to vpliva na dolžino segmenta, vendar ga razširi z obeh strani, lahko dobite sklopko.
V praksi se del ekspanderja v obliki odmikalne konice vstavi v cev, stisne roke, začne se sistem vzvodov in konec cevi ima obliko cevi. Če to vpliva na dolžino segmenta, vendar ga razširi z obeh strani, lahko dobite sklopko.
Otbotrovskie
Postopek odstranjevanja je doseči potreben premer luknje na površini cevi. Če želite to narediti, najprej izvrtajte majhno luknjo, ki je potrebna za vnos orodja, opremljenega s posebnimi ušesi. Po tem je naprava meha varno pritrjena na površino cevi, kar je potrebno, da se ustvari ustavitev, in priključi se električno orodje. Njen začetek vodi do vrtenja vretena, ki začne postopoma izločati trim, zaradi česar se robovi luknje upogibajo navzven.
Zato se za povezavo odtoka oblikuje dovolj velika odprtina za premer. Da bi izključili globoko potopitev drenaže v nastalo luknjo, so na njeni površini izdelane zmogljivosti. Te zmogljivosti so omejevalniki, ki so potrebni zaodpravo verjetnosti oviranja pretoka vode.
Fluxes, pastes
Baker kot material, vključno z njegovimi zlitinami, je na voljo za spajkanje pri nizkih in visokih temperaturah. Tako dobimo visokokakovostno spajkanje, ne glede na to, katera vrsta spajkalnika se uporablja za spajkanje bakrenih cevi: mehka ali trdna.
Nizkotemperaturni spajkalni sistemi zagotavljajo postopek za povezovanje bakrenih cevi, kadar to ne vpliva na kovinsko strukturo, vendar je za nastalo zmes značilen šiv, za katerega so značilne majhne mehanske lastnosti. Medtem ko je visokotemperaturno spajkanje brezhibna trdnost šiva, kar omogoča izkoriščanje cevi, ki so z njo povezane, pri visokih temperaturah. Tovrstno spajkanje vodi do žarjenja bakra, zato je potrebno imeti ustrezne izkušnje, da se prepreči prekomerna napetost kovine.
Nizko temperaturno spajkanje bakrenih cevi se večinoma uporablja v organizaciji ogrevanja in oskrbe z vodo. V ta namen nizko temperaturni spajk, ki ne vsebuje svinca, kar zagotavlja visoko kakovost pri spajkanju bakrenih cevi. Spajkanje vključuje kositrove zlitine z bakrom, antimonom, selenom, srebrom in bizmutom. Hkrati je njihova sestava večinoma nastala na račun kositra, vsebina drugih elementov pa je le okoli 5% skupne mase. Najboljše tehnološke lastnosti imajo spajke na osnovi srebra, na primer S-Sn97Ag3 (kositer 97%, srebro 3%). Nekoliko slabše se ukvarjajo s spajkanjem, ki ima v svoji sestavi baker. Zagotavljajo tudi visokoKakovost povezave, na primer, je S-Sn97Cu3 (97% kositra, bakra 3%). Obenem pa obstajajo univerzalni spajkalniki, ki so označeni kot kositra-baker, vendar so zelo dragoceni.
 Spajkanje S-Sn97Ag3 vsebuje 97% kositra in 3% srebra
Spajkanje S-Sn97Ag3 vsebuje 97% kositra in 3% srebra
Spajkanje, ki je dano kot primer, daje priložnost za pridobitev kakovostnega šiva, ki zagotavlja dolgoročno izkoriščanje enega ali drugega plinovoda. V praksi drugi aplikaciji spajka ni mogoče najti, saj so zahtevane lastnosti omenjenih zlitin visoke, kar jih, skupaj z relativno nizkimi stroški, onemogočajo za najbližje konkurente.
Sulfat S-Sn97Cu3 vsebuje 97% kositra in 3% bakra
.Postopek spajkanja se izvaja s talili, ki vsebujejo cinkov klorid. Izbira pretoka ni pomembna, ker skoraj vse predlagane mešanice te vrste v celoti izpolnjujejo obstoječe zahteve. Na primer, lahko izberete kolofonijo-vazelinsko pasto, pripravljeno s kolofonijo, tehničnim vazelinom in cinkovim kloridom. Tokovi te konsistence se razlikujejo po maksimalni uporabnosti.
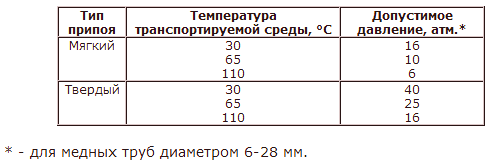
Nizkotemperaturni spajk ustvari pogoje za nastanek zelo močnih spojin, zato je njihova uporaba upravičena le v primerih, ko je treba zgraditi ogrevalne sisteme, katerih temperaturni način delovanja presega 110 ° C. V enakem obsegu to velja tudi za organizacijo plinovodov. na osnovi bakrenih cevi.
Spodnja tabela vsebuje informacije o dovoljenih vrednostih tlaka v. \ Tcevovodi, ustvarjeni z uporabo bakrenih cevi s premerom od 6 do 28 mm.
Na splošno se visokotemperaturno spajkanje bakra izvede z uporabo spajka L-CuP6, ki vsebuje 94% bakra in 6% fosforja. Fosfor, ki ga dodamo temu spajku, zagotavlja zmanjšanje tališča bakra, kar dejansko omogoča uporabo zlitine kot požirka. Prav tako je priljubljen samozaporni S-L-Ag2P (bakrov 92%, fosfor 6%, srebro 2%). Spajkalniki, ki vsebujejo baker in fosfor, omogočajo spajkanje bakra brez tal.
 Baker-fosforna topila tvorijo zelo občutljive spojine, zato jih ni mogoče uporabiti v primerih, ko se pričakuje delo z železom, jeklom, aluminijevim bronom in barvnimi kovinami, ki vsebujejo več kot 10% niklja. Če se predvideva povezava s temi spajkami iz bakra in bakrovih zlitin (bron, medenina), je nujno uporabiti fluks za spajkanje bakrenih cevi, ki je usmerjen v visokotemperaturno spajkanje.
Baker-fosforna topila tvorijo zelo občutljive spojine, zato jih ni mogoče uporabiti v primerih, ko se pričakuje delo z železom, jeklom, aluminijevim bronom in barvnimi kovinami, ki vsebujejo več kot 10% niklja. Če se predvideva povezava s temi spajkami iz bakra in bakrovih zlitin (bron, medenina), je nujno uporabiti fluks za spajkanje bakrenih cevi, ki je usmerjen v visokotemperaturno spajkanje.
Ne glede na vrsto spajkanja je zaželeno, da se uporabi dogovorjen spajk in fluks, ki je usmerjen k določenemu spajku in ga proizvaja en sam proizvajalec.
Bakrena pasta je enaka kot tok, samo v obliki zgoščevanja zmesi, ki se lahko nanese na cev pred in po kanalu. Lastnosti paste so enake kot v fluksih, izboljšujejo oprijem spajkanja, preprečujejo prodiranje zraka v kanal.
Spajkalne cevi (praksa)
Spajkanje bakrenih cevi z lastnimi rokami temelji na naslednjem nizu ukrepov: priprava srezanje, posnemanje, odstranjevanje oksidov na medsebojno povezanih površinah, uporaba toka, montaža, ogrevanje in direktno spajkanje.
rezanje
Za pripravo cevi za priključitev s cevnimi rezalniki, izdelanimi v velikem razponu. V tem primeru so vsi modeli te opreme praktično enaki, razlike pa so opazne le na ravni velikosti in oblik. Standardna konstrukcija cevi:
- telo;
- valji, ki zagotavljajo oporo za cev;
- nož, ki je disk;
- potreben vijak za pritisk noža na cev.
Modeli, ki so opremljeni z daljšimi vzvodi, poenostavljajo postopek rezanja. Če se domneva, da bo delo s cevmi potekalo v prostoru, omejeno s kakršnokoli strukturo, je zaželeno, da se uporabi kompaktni cevni rezalnik. Pri tem je treba upoštevati, da kompaktna oprema tega tipa zahteva veliko fizičnega napora pri uporabi v primerjavi s standardnimi modeli rezil za cev.

V začetni fazi je cev pritrjena na cev, pri čemer je črta reza povezana z robom rezalnega orodja. Nato se s posebnim vijakom pritisne valj na cev in postopek rezanja se začne s premikanjem orodja v krog. Ko preide 1-2 zavojev, nastavite nov položaj valja in ga z vijakom pritisnete na cev.
Ni nujno, da se uporablja posebna oprema za rezanje, kot v nekaterih primerihTo lahko storite in preprosto nož na kovino. V tem primeru je treba zagotoviti, da je reso narejen pravokotno na os cevi. To bo preprostejše, če uporabite takšno napravo kot blato.
Cevni rezalnik zagotavlja enakomeren rob, vendar lahko uporaba te opreme povzroči zmanjšanje volumna zaradi videza odrgnin, ki se v celoti tvorijo znotraj cevi. V zvezi z uporabo noža izdelek na noben način ne deformira, čeprav zagotavlja veliko število računov.
odstranitev posnetka
Po končanem razrezu nadaljujte z odstranitvijo posnetkov. Uporaba cevnega rezalnika vodi do nastanka notranjega posnetka in zunanjega. Upogibanje robov znotraj cevi zahteva odstranitev, saj se lahko uprejo pretoku plina ali vode, kar povzroča turbulenco. Zunanja posnetek lahko prepreči nastanek cevovoda, zato zahteva tudi obvezen umik. Če želite to narediti, uporabite posebne nože v obliki srpa ali pa uporabite običajen nož. Obstaja tudi posebno orodje, ki je naprava, opremljena z rokavi, ki istočasno odstrani oba posneta. Ob tem so na voljo tudi modeli rezil za cevi, ki so dopolnjeni z orodjem za odstranjevanje posnetkov.
stripping
Naslednji korak pri pripravi priključnih cevi vključuje postopke za čiščenje površin, pripravljenih za povezavo, iz oksidov. Za čiščenje zunanjih površin se lahko uporabi abrazivkožo (P600), žično jekleno žico ali orodje, usmerjeno na takšno delo, ki se razlikuje glede na prisotnost odprtin v okviru ščetke. Obdelavo notranjih površin je treba izvajati s posebno pozornostjo, na primer z uporabo različnih kož. Pri uporabi abrazivnih kož je treba paziti, da odstranite vse ostanke abraziva. Copper spajkanje ni mogoče izvesti kvalitativno, če so na delovnih površinah tujih snovi.
uporaba fluksa
Obdelavo fluksa je treba opraviti takoj po odstranitvi, ker se praktično takoj pripravljene površine začnejo prekriti z oksidi. Te spojine so ovira za popolno odmrzovanje spajkalne površine, kar zmanjšuje kakovost nastale spojine. V svoji konsistenci je fluks pasta, ki jo nanesemo s čopičem. Izdelati je treba vse priključene površine. Po nanosu toka je zaželeno, da se cevi takoj povežejo, kar preprečuje možnost vdora tujih snovi na očiščeno površino.
sestavljanje
Pri nadaljevanju montaže je treba najprej priviti pritrjene dele med seboj. To bo omogočilo enakomerno porazdelitev toka skozi vso povezovalno površino in tudi pojasnilo, da je cev nameščena po potrebi. Zaradi takšnih manipulacij se pretok ekstrudira, zato se ga morate znebiti, na primer s suho krpo iz bombažne tkanine. Potem so cevi pritrjene v doseženem položaju ali postavljene na oblogo ognjevarnega materiala, kibo omogočilo ogrevanje brez strahu pred ognjem. Če je predvidena uporaba plinskega gorilnika, je prisotnost ognjevarnega zaslona obvezna.
Ogrevanje in spajkanje
Najpogosteje imajo cevi elemente iz gume ali plastike, ki jih je treba odstraniti pred zagonom ogrevanja. V primeru spajkanja žerjava je potrebno odviti ventil, ker vsebuje tesnila in ne bodo mogli prenesti učinkov visokih temperatur. Ko je bakrena cev spajkana na obstoječi cevovod, je treba paziti, da se ventili zapornih naprav odprejo, kar odpravlja možnost povečanja tlaka v notranjosti izdelka zaradi segrevanja.
Pri uporabi mehkega spajka se postopek izvaja pri temperaturi od 250 do 300 ° C, spajkanje bakra s trdo spajko pa se izvaja od 700 do 900 ° C. Plinski gorilniki se najpogosteje uporabljajo kot oprema za spajkanje bakrenih cevi. To je najboljše za ogrevanje. Če je predvideno nizko temperaturno spajkanje, so za to primerni gradbeni ventilatorji, ki lahko ustvarijo vroč zrak do 650 ° C. Da se omogoči segrevanje cevi s tem orodjem na vseh straneh, so na voljo ustrezni nastavki za šobe.
Plinski gorilniki za spajkanje bakrenih cevi se uporabljajo pod določenimi pogoji, ki se nanašajo na nastali plamen. V njem ne smete dopustiti presežka ali pomanjkanja kisika. Plinska mešanica mora biti uravnotežena, kar bo zagotovilo samo ogrevanje kovin in ne bo povzročilo nenačrtovanih rezultatov.Plamen, nasičen s prekomernim kisikom, pomaga oksidirati površino kovine, ki se kaže v obliki črne plošče. Če je nasičenje kisika v normalnih mejah, barva gorilnika plamena pridobi bledo modro barvo.
Povezava mesta naj se ogreje na celotnem območju, kar zagotavlja neprekinjeno gibanje gorilnika. Med tem postopkom je potrebno preveriti stopnjo ogrevanja z dotikom spojev za spajkanje. Domneva se, da je temperatura dosegla želeno vrednost, če se oborina tali. Poskusite izključiti situacije, ko se ogrevanje doseže prek norme, ki jo določajo ustrezna barva površine in videz dima, ki prihaja iz toka. Obstajajo tokovi, ki signalizirajo doseganje želene stopnje ogrevanja s spreminjanjem njegove barve.
Pozor! Ne pozabite na premik plamena, da izključite pregrevanje posameznih delov mesta priključitve.
Spajkanje vej v obliki istega tee je treba opraviti ob upoštevanju, da bo šoba napolnila režo od spodaj. To je potrebno zaradi pravilnega hlajenja spajka zaradi naraščajoče toplote.
Poraba spajka, katerega premer je 2,5 do 3 mm za en spoj, je dolžina, ki je v skladu s premerom cevi. Za nadzor pretoka izmerite zahtevano dolžino in upognite žico v obliki črke "G". Ko dosežete želeno temperaturo ogrevanja, morate plamen gorilnika izvleči iz spoja, levo nad talilno povezavo pa do zahtevane količine spajke.
Pozor! Taljenje spajka ne sme nastati zaradi vpliva plamena na gorilniku in zaradi segrevanja mesta priključitve.
Ni potrebe po zagotavljanju enotne porazdelitve spajkanja. Kapilarne sile bodo to delo opravile same, pri čemer bodo vse potrebne količine spajka potegnile v režo. V tem primeru morate vnesti le toliko spajka, kot je potrebno, tj. Ne manj in nič več. V prisotnosti optimalnega zračnega prostora, čiste površine in zadostnega segrevanja se proces prerazporeditve spajka izvrši popolnoma. Enakomerno segreta povezava zagotavlja, da dojilec popolnoma zapre režo.
Bakreni bakelni spajkalni gorilnik se lahko uporablja kot spajkalni grelec, nato pa se lahko spajkanje izvede hitreje. Postopek spajkanja je treba izvesti čim hitreje in se izogniti pregrevanju.
Spajkanje je enostavno slediti z uporabo pribora, ki vsebuje sinter za bakrene cevi, ki je nameščen v posebnem valjčku. Ob istem času, ta metoda spajkanja v naši državi ni našel široko uporabo, čeprav je zelo priročno: na cevi se bo gradnja vgradnjo in valj z spajkanjem, spojina segreje, spajka taline in se širi skozi celotno vrzel. Zato porabi količino spajkanja, ki je potrebna za zapolnitev določene vrzeli.
Po zaključku postopka spajkanja se povezava pusti sama, dokler ni popolnoma ohlajena, po priključeni nepremičnini. Takšno hlajenje mora biti naravno, brez uporabe vode ali karkoli drugega.Čez nekaj časa se preostanek toka odstrani z mokro krpo. Glede na preostale tokove in druge onesnaževalce v cevi, se njihova odstranitev doseže s tehnološkim izpiranjem.
električni spajkalnik

Električni spajkalnik za bakrene cevi ima številne prednosti pred zgoraj opisanimi metodami.
Najprej ni odprtega ognja. V primeru nepravilnega ravnanja z gorilnikom lahko pride do požara.
Drugič, del se ne pregreva. Naprava jasno ohranja temperaturo pri 900 stopinj.
Od slabosti: draga, stane približno 60 000 rubljev. Za delo je potrebna neprekinjena električna energija.
Kljub svojim pomanjkljivostim - je orodje za spajkanje bakrenih cevi, kar je med številnimi strokovnjaki.
napake
Med spajanjem je verjetno, da se lahko pojavijo nekatere napake, razlogi za katere so lahko naslednji:
- Ustvarjanje razpok v spoju - prehitro hlajenje.
- Deformacija fitingov ali cevi - dolgo ogrevanje.
- Juha se običajno ne drži - slabo pripravlja površino povezave.
- Na stičišču je krivljenje - cev ni pravilno nameščena v okovju.
Varnost
Spajkalna dela so visoke temperature in snovi, ki pri cepljenju sproščajo nevarne pare, zaradi česar je treba upoštevati določeno varnostno tehniko:
- zaščitne rokavice - zmanjšajte verjetnost opeklin;
- izvedba spajkanja deluje samo v dobro prezračevanih prostorih - povezanih z nevarnimipari;
- kislo odporna oblačila, vključno z gumijastimi rokavicami, - visokotemperaturno spajkanje pri uporabi jedkanja s kislinskimi in alkalnimi raztopinami;
- previdnost pri preverjanju, kako se ohladijo fuge - pri delu z bakrenimi cevmi se toplota segreje na visoke temperature, proces hlajenja pa je razmeroma počasen.